為重型柴油機加工提供最適合的刀具方案
——瓦爾特攜先進技術走進洛陽一拖集團
2013年4月15日---16日,全球知名刀具生產商瓦爾特在河南洛陽一拖集團參與了該集團重型柴油機項目加工技術分析與交流活動。該交流會由一拖集團與機電商報社共同組織,在集團技術中心舉辦,參與者均是集團的技術和研發骨干。由于此次交流會的專業性、先進性、實效性極強,一拖集團高層管理人員給予了高度重視并深度參與。
洛陽重型柴油機廠坐落在洛陽動力谷——洛陽市重點打造的國際先進節能環保新型動力機械制造業基地。作為一拖重型柴油機制造基地,這里裝備有一系列世界尖端制造設備,高、精、尖的生產線將實現柴油機最大功率從130馬力提高到300馬力,排放量達到歐盟Ⅲ類標準的生產目標。該項目總投資4.8億元,分兩期進行:一期投資2.9億元,年產K114、S116大功率柴油機各5000臺;二期在此基礎上擴大產能。項目全部建成后,可年產4萬臺大功率柴油機。
在本次交流會上,瓦爾特的行業專家結合重型柴油機各個關鍵部件的加工難點不僅就刀具解決方案進行了針對性的介紹,還分享了眾多成功應用經驗。

圖1:技術交流不僅包括了介紹,更重要的是現場積極互動,針對性解決問題。
粗精加工燃燒室面和油底殼面時,受到刀庫、換刀機械手、以及主軸功率的限制,一般用戶都會使用Ø125或者Ø160的刀盤,瓦爾特著重推出了F4045的七邊形面銑刀盤,這款面銑刀為45度主偏角,使用刀片為七邊形,擁有14個有效切削刃可帶來最經濟的成本效應,刀盤為Ø160,密齒銑刀(Z=22),同時這款刀具也可選用Ø200,Z=28的另一類型。

圖2:F4045 七邊形盤銑刀
這款刀具有多個非常突出的特點,其中刀片鎖緊部分:使用鍥塊式刀片鎖緊結構;使用Torx Plus 螺釘,提高了操作性能,鎖緊扭矩和松開扭矩更大。這兩個特點帶來的直接效果就是可以快速更換刀片,并且刀片定位鎖緊更加穩定。刀片部分:使用七邊型負型刀片,具有最大化的切削刃數量;前角為正型,切削更加輕快,可有效降低切削功率消耗;刀片具有CVD或PVD涂層可選。
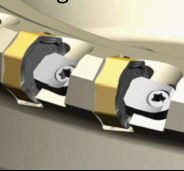
圖3:鍥塊式刀片鎖緊



圖4:兩種涂層的刀片,瓦爾特(Tiger.tec)老虎刀片和瓦爾特 (Tiger.tec Silver) 銀虎刀片
而針對洛陽重柴項目的加工特點,瓦爾特認為PVD涂層的銀虎刀片進行加工最為適合,該刀片性能鋒利,并且有很強的抗熱裂紋的能力,加工時的線速(Vc)可以達到100m/min。同時這款刀具的刀體表面經過鍍硬鎳處理,使得抗磨損和抗腐蝕能力更強,排屑更加流暢。
在精加工燃燒室面時,F4045的結構可以改制成非標形式,依據客戶需求和刀盤的直徑可以變化為整體式或帽蓋式結構,可在端面安裝修光刃刀片,并且修光刃刀片具有4個切削刃,使用小刀夾調節,結構簡單,可靠性高。


圖5:F4045精加工非標刀具,具有小刀夾調節的4刃修光刃刀片
在粗加工汽缸孔時,根據加工時切削余量不均勻、要求大進給、耗時長且不能有振動等特點,瓦爾特介紹了整體刀桿帶小刀夾設計的非標刀具,由于使用多刀齒和正前角刀片,不等矩設計以減少振動,采用抗振系統,該刀具已成功地幫助多個用戶解決了加工難點。

圖6:粗加工汽缸孔非標刀具
在精加工汽缸孔時,瓦爾特MODCO帶自動補償的精鏜汽缸孔鏜刀則更為勝任。該刀具有4個半精鏜小刀夾推鏜,并有一個倒角小刀夾加工孔口倒角,加工時小刀夾彈出拉鏜汽缸孔;可使用車間內的壓縮空氣或冷卻液通過機床主軸驅動刀具,瓦爾特提供整套系統,包括鏜刀、控制系統和量具,使加工形成一個閉環。加工出的汽缸孔圓柱度小于10um,加工時可以補償刀片磨損,沒有外置的拉桿或者無需特殊的補償器,調節器的最小尺寸調節 < 5um,最低只需要4bar的壓縮空氣,適合高速加工,可以采用CBN刀片或者PCD刀片。

圖7:瓦爾特帶補償機制的MODCO刀具
在加工缸蓋部分,瓦爾特著重講解了粗精加工座圈底孔和導管孔底孔的系列刀具。在加工這類孔時往往需要進行倒角并修正氣道,而修正氣道時切削深度是會變化的,并且修正氣道是重度的斷續切削,極易產生振動。針對以上加工特點,瓦爾特設計了機夾式復合鏜刀用以粗加工,齒數設計為2+1+1,針對加工工件的不同可選擇使用標準或非標刀片,刀具無需調整,操作容易,加工安全;可實現粗鉆,擴和孔加工一體。

圖8:缸蓋孔加工

圖9:機夾式復合鏜刀用以粗加工座圈底孔和導管孔底孔
精加工座圈底孔和導管孔底孔的要求相對更高,孔徑一般為IT7, 有時要求 IT6,圓度小于10µm,導管孔對座圈孔的同軸度大約為20µm,表面質量要求Rz = 2µm,角度公差+/- 0.25°,而一般以燒結合金或含銅燒結合金為加工材料。針對一拖專機加工的特點,瓦爾特設計了新的解決刀具:該刀具使用雙桿驅動,大拉桿驅動滑塊,內置小拉桿驅動鉸刀;精車氣門座圈倒角,機床主軸與滑塊2軸聯動,一個刀片可加工不同角度或圓弧;動平衡的設計以及輕盈刀體適合于高切削速度;前端伸出的多刃整體硬質合金多刃鉸刀帶有內冷孔。
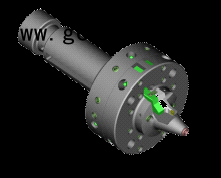
圖10:瓦爾特設計的用于專機的精加工座圈底孔和導管孔底孔的刀具
針對缸體缸蓋加工的常用工件材料鑄鐵和蠕墨鑄鐵的孔加工,瓦爾特還重點介紹了經典的XD鉆頭和X.treme系列鉆頭。瓦爾特的XD系列鉆頭最大加工深度可達70倍徑,堪稱世界紀錄,并且在加工中無需退刀,相對槍鉆而言其加工效率提高了數倍。XD鉆頭鉆尖進行了涂層處理,并且具有內冷孔,排屑槽進行特殊的螺旋形設計并拋光,排屑時流暢;有4個加工刃帶,其中2條位于中間位置,可以獲得較好的支撐。
圖11:瓦爾特的XD系列鉆頭最大加工深度可達70倍徑,堪稱世界紀錄
瓦爾特在介紹加工曲軸內銑刀具時,針對重柴加工的特點重點分享了一款非標設計刀具。這款刀具已在多個汽車生產廠商處得到了成功應用。刀具設計復雜,刀片布置合理,功能也十分強大,同時其切削刃多,刀具壽命長,通過刀夾設計增強了刀具應用的靈活性。在加工的過程中可同時進行主軸頸、頰面、連桿頸的加工。粗加工時使用三種刀片,精加工使用二種刀片。
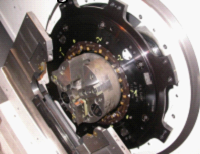

圖12:已在多個汽車生產廠商處得到成功應用的非標設計刀具
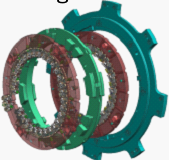
圖13:帶有并列刀盤的曲軸內銑刀,使用多達5種刀片同時進行主軸頸、頰面和連桿頸的粗精一體加工


圖14:在技術交流會后,一拖集團技術負責人帶領瓦爾特的行業專家參觀了一拖大柴項目的生產現場,在車間進行更多的互動交流。
瓦爾特(無錫)有限公司
市場部 徐華 媒介經理 李芹
電話:+86 510 85372047
電子郵箱:hua.xu@walter-tools.com