關(guān)鍵詞:燒蝕,倒角,間隙
1前言
在采用同步器換檔的商用車汽車變速器中,同步器通常布置在二軸(輸出軸)上,在同步器齒轂的兩側(cè)分別布置有檔位齒輪。齒輪及齒轂均需要在二軸進行軸向限位,軸向限位的方式一般有軸肩限位、卡環(huán)限位、襯套限位等。圖1所示為某商用車五檔變速器中R/五檔同步器及齒輪在二軸總成上的結(jié)構(gòu)布置圖,五檔齒、倒檔齒及同步器齒轂在二軸上軸向采用軸肩和卡環(huán)相結(jié)合的限位方式。
根據(jù)市場統(tǒng)計信息,該五檔變速器自2015年1月至4月份,共計發(fā)生90起五檔齒燒蝕故障,特別是山東某客戶購買10臺車,均為2015年4月份購買,車輛在使用倒車檔后,不能走車,經(jīng)排查變速箱出現(xiàn)故障,拆解后發(fā)現(xiàn)五檔齒燒蝕。進一步的市場信息分析與確認結(jié)果顯示:五檔齒燒蝕故障均發(fā)生于掛倒檔行車后,且故障均為主五齒燒蝕。
本文通過對該變速器倒車后五檔燒蝕問題的分析,識別出產(chǎn)生故障的主要影響因素。通過對識別出的要因進行質(zhì)量控制,避免了該類故障的再次發(fā)生,提高了用戶的滿意度。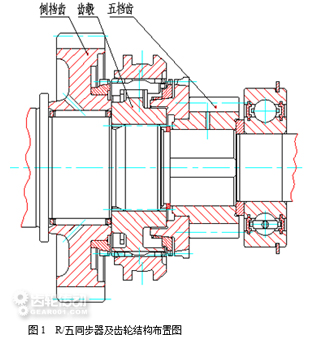
2 原因分析與故障再現(xiàn)
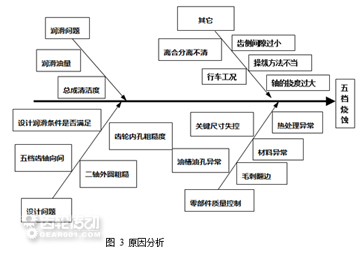
五檔齒燒蝕的故障件如圖2所示。故障箱拆解發(fā)現(xiàn),故障件均為齒輪后端面部位燒蝕,燒蝕部位均燒糊、拉毛,嚴重者燒死。從圖1中可以看出,倒檔齒輪在二軸上旋轉(zhuǎn)并通過二軸軸肩和R/五檔齒轂進行軸向限位,齒轂通過二軸軸肩和卡環(huán)進行軸向限位,五檔齒輪在二軸上旋轉(zhuǎn)并通過齒轂和軸肩進行軸向限位;設(shè)計上對倒檔齒輪和五檔齒輪軸向需要留有合理的間隙。圖3從不同的方面對五檔齒的燒蝕問題進行了原因分析。

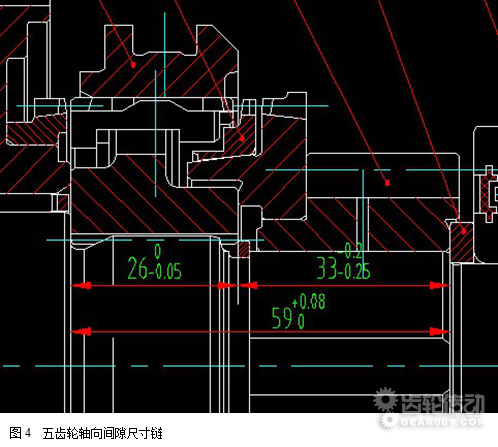
經(jīng)驗證,通過對五檔齒油槽進行改進,并對零件的毛刺翻邊進行去除以改善潤滑條件,嚴格控制零件的清潔度、粗糙度,選擇間隙滿足設(shè)計要求的零件裝配等措施后,對故障的車輛進行更換變速器均不能解決五檔燒蝕問題。五檔齒輪的軸向間隙的尺寸鏈構(gòu)成如圖4,計算如下表:
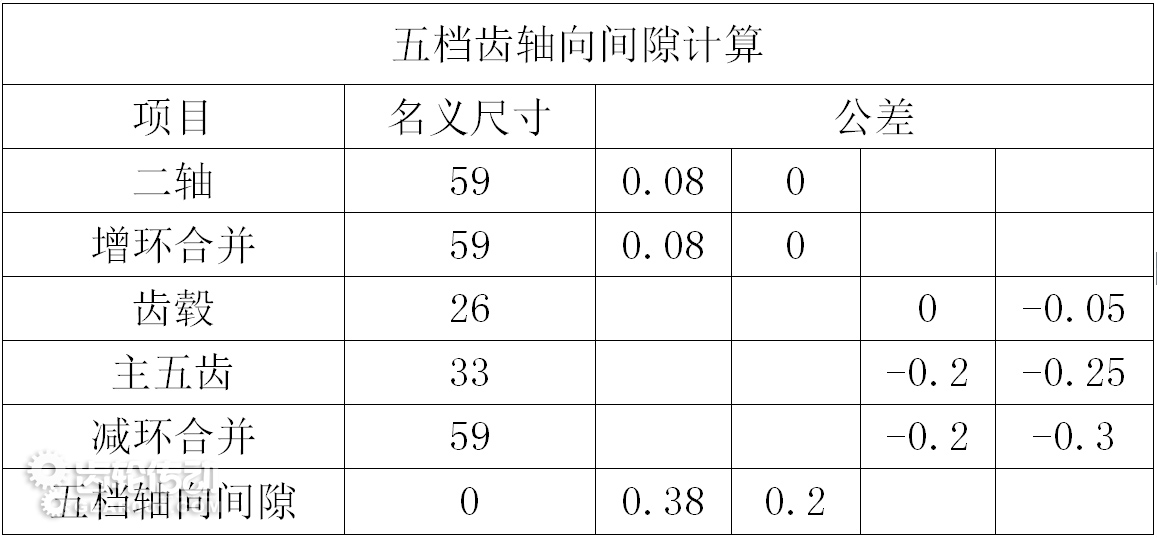
五檔齒輪間隙計算結(jié)果為:0.2~0.38,經(jīng)確認該軸向間隙符合設(shè)計要求。
為進一步對查找原因,我們對改進后同樣狀態(tài)的變速器進行實驗。實驗策劃如下:
變速箱掛倒檔,加載50%(150N.m)進行疲勞試驗,輸入轉(zhuǎn)速2200rpm,實時監(jiān)控扭矩變化,當(dāng)扭矩出現(xiàn)異常波動,立即停止試驗,拆箱確認變速箱狀態(tài);如無異常,運行4h后認定試驗完成,且拆箱確認試驗結(jié)果。
在實際實驗過程中,變速器的輸入輸出扭矩?zé)o異常波動,運轉(zhuǎn)4個小時后,拆箱發(fā)現(xiàn):主五齒前后端面均燒蝕,與市場發(fā)生的故障現(xiàn)象基本一致。在實驗前,變速器零部件的檢測結(jié)果均滿足設(shè)計要求,卻依然發(fā)生五檔齒燒蝕現(xiàn)象,說明齒輪的軸向間隙在實際受載過程中發(fā)生了變化,需要對五檔齒軸向間隙變化的原因進行進一步確認。
3 要因分析與確認
前面計算五檔齒的軸向間隙為0. 2~0.38,這個間隙是通過對圖4中五檔接合齒的左端面和五檔齒的右端面限位獲得的。在對實驗變速器拆解的過程中,發(fā)現(xiàn)同步器齒轂軸向限位卡環(huán)的端面有一道環(huán)形亮線,如圖5所示,說明在實際受載工作狀態(tài)下卡環(huán)與齒轂及卡環(huán)槽邊緣有接觸,即卡環(huán)與齒轂右端面接觸不好。通過對受力狀況和零件的接觸關(guān)系進行進一步分析,可知:掛倒檔時,倒檔

為了驗證倒角對間隙的影響,我們將齒轂的孔口倒角按圖紙要求加工(即小倒角,使得卡環(huán)裝配后不會落在孔口倒角的錐面上),按此狀態(tài)裝配變速器總成進行同樣的實驗驗證。通過多臺總成的驗證,沒有發(fā)生主五齒燒蝕現(xiàn)象。
由此可見,造成五檔齒燒蝕的主要原因是齒轂的孔口倒角大。該倒角偏大造成裝配后卡環(huán)與齒轂接觸位置不正確,導(dǎo)致五檔齒的軸向間隙不能滿足設(shè)計要求,使得在倒檔受載狀態(tài)下,齒轂與五檔齒端面壓緊并相互摩擦,產(chǎn)生端面燒蝕。
4 結(jié)論
通過對該變速器五檔齒燒蝕故障的分析,我們識別出了零部件質(zhì)量控制的關(guān)鍵點包括:齒轂孔口倒角大小、卡環(huán)軸向間隙的選擇。同時我們也得出解決市場質(zhì)量問題時的一般思路:弄清故障模式,進行原因分析,結(jié)合實驗進行故障再現(xiàn),不放過零部件的細節(jié),分析要因再驗證確認。