拖拉機變速箱是拖拉機的核心部件,拖拉機變速箱經常會出現異響、噪聲大、齒輪打齒等故障,根據目前的經驗判斷,與變速箱內的齒輪及齒輪軸等的質量有很大的關系。齒輪類零件是由專業生產齒輪的廠家提供的,齒輪從毛坯到加工為成品再到裝配到齒輪箱中,中間有很多的流通環節,會對齒輪的齒面質量造成影響,因此在將齒輪裝配到變速箱前,快速挑出有質量隱患的齒輪類零件變得尤為重要。現狀是只能對齒輪的齒形、齒向、齒圈徑向跳動、齒距累積總偏差進行檢測,而沒有檢測手段可以檢測齒輪徑向綜合總偏差 F″i 和一齒徑向綜合偏差 f″i 等。為了提高齒輪類零件的檢測手段,快速挑出齒面有毛刺或有劃痕的齒輪以及檢驗齒輪嚙合后的接觸印跡情況,作者采取齒輪雙面嚙合綜合測量儀配合標準齒輪來進行齒輪徑向綜合總偏差 F″i 和一齒徑向綜合偏差 f ″i 的快速檢測。文中主要從雙嚙儀的設計以及標準配對齒輪兩個方面闡述了齒輪徑向綜合偏差檢測。
2 雙面嚙合綜合測量儀
徑向綜合偏差屬于綜合參數偏差,它主要影響齒輪傳遞運動的準確性和傳動的平穩性。從齒輪旋轉一周記錄下的曲線 ( 如圖 1 所示) 可以看出: 誤差曲線中包含明顯的一次諧波曲線,其中 F″i 為齒輪徑向綜合總偏差,f″i 為一齒徑向綜合偏差。此外,從圖中還可揭示出齒廓偏差,一個較大的齒距偏差或受損傷的輪齒。目前,由于齒輪徑向綜合偏差檢測儀器 ( 如雙嚙儀) 結構簡單,操作維護方便,測量效率高,能適應相對惡劣的生產現場環境以及實現被加工齒輪 100% 檢測等優點,生產中廣泛采用。
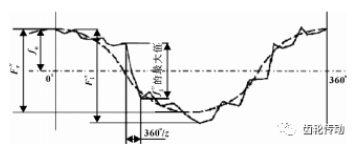
圖 1 徑向綜合偏差
文中采用的雙面嚙合綜合測量儀的結構如圖 2 所示,檢測齒輪徑向綜合偏差的方法主要是: 基于齒輪雙面嚙合原理,將被測齒輪安裝在固定軸上,測量齒輪安裝在帶有滑道的浮動軸上,該滑道帶一彈簧裝置,從而使兩個齒輪在徑向緊密地嚙合,轉動被測齒輪一周,其中心距的最大變化量即為徑向綜合總偏差 F″i,轉過一個齒距角時中心距的最大變動量即為一齒徑向綜合總偏差 f″i。其測量原理如圖 2 所示。
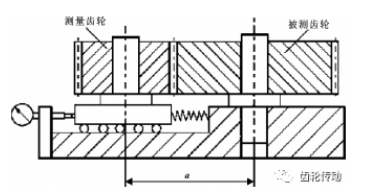
圖 2 雙面嚙合綜合測量儀的結構示意圖
3 標準齒輪設計
檢測用標準齒輪 ( 后簡稱標準齒輪) 主要用于齒輪的雙面嚙合檢查。在齒輪的加工過程中,熱處理前、后齒形部分及熱處理等加工和運輸過程中會出現殘留毛刺和磕碰現象。檢測用標準齒輪就是根據齒輪的無側隙嚙合原理,通過待檢齒輪與標準齒輪緊密嚙合轉動一周,從嚙合過程中的震動或雙嚙儀上百分表讀數的變動量,來判斷整個齒面上是否有磕碰、未去除的毛刺。
標準齒輪與待檢齒輪的嚙合屬于平行軸的圓柱齒輪的嚙合范疇,按照圓柱齒輪進行設計即可,因不傳遞扭矩,強度、硬度要求不高,故此類齒輪只做齒形及結構設計,不做強度校核。標準齒輪具體設計方法如下:
(1) 標準齒輪齒數的要求
根據機床結構和標準齒輪的結構特點確定。機床的結構決定嚙合中心距,根據中心距計算標準齒輪的齒數,圓整,要求與待檢齒輪齒數互質,并盡可能地取多齒數,這樣會提高標準齒輪的壽命。
(2) 標準齒輪齒厚的要求
盡量滿足兩齒輪嚙合時,節圓與分度圓一致。標準齒輪的使用目的不一樣,設計方式也不同。如綜合檢查用標準齒輪,是真實模擬配對齒輪嚙合狀態中的誤差,這樣設計標準齒輪時要盡量保證標準齒輪的齒厚和待檢齒輪的配對齒輪相同,使其嚙合狀態與使用狀態一致; 而嚙合檢查用標準齒輪則只是檢查齒輪的毛刺、磕碰等,故只需有效齒面內全接觸皆可,齒厚不做嚴格要求。變速器齒輪多為非標準齒輪,采用細長齒,且根據強度的要求,有一定的變位系數 x1,標準齒輪的變位系數取x0 = - x1,即標準齒輪和待檢齒輪的齒厚之和等于其分度圓齒厚,僅以此作為一個設計基準,可調整。
(3) 標準齒輪漸開線起始圓直徑的要求
漸開線有效齒形要覆蓋待檢齒輪的齒頂圓,因目前生產的變速箱齒輪在齒頂有徑向 0. 2 ~ 0. 4 mm 的倒角,實際漸開線不能到達齒頂外圓位置,0. 2 ~ 0. 4 mm 的徑向尺寸可以當作標準齒輪設計時漸開線起始圓位置的安全系數,不用再另增長漸開線的有效長度,只需按照待檢齒輪外圓尺寸設計即可。
(4) 標準齒輪漸開線終止圓直徑的要求 (外徑)
要保證待檢齒輪齒形全長被檢測,標準齒輪的齒形要覆蓋待檢齒輪的漸開線起始圓直徑并有一定的安全系數,即標準齒輪的齒頂圓直徑要達到待檢齒輪的漸開線起始圓并要求一個超越量,參照剃齒刀設計時的超越量標準,同時要保證與待檢齒輪齒根圓間的徑向間隙不小于 0. 25 mn,并驗證標準齒輪齒頂是否變尖。
(5) 標準齒輪齒根圓直徑的要求
保證與待檢齒輪齒頂圓間的徑向間隙,在齒輪副設計過程中徑向間隙一般取 0. 25 mn,標準齒輪齒根圓直徑按照徑向間隙系數為 0. 25 設計。
(6) 標準齒輪齒寬的要求
作為檢查用標準齒輪,標準齒輪在齒寬方向要將待檢齒輪全部覆蓋,通常比待檢齒輪寬 2 ~ 4 mm。
(7) 精度等級的要求
標準齒輪用于生產齒輪的檢驗,其精度等級要在待檢齒輪的精度等級上提高 2 ~ 3 個等級,齒輪精度一般為 7 級,標準齒輪多定為 5 級,標準應與待檢齒輪的標準一致,文中按 GB/T 877標準。作者按照上面的規則選取了生產中經常接觸的幾十種齒輪進行了齒輪的標準配對。
4 測量結果
齒輪的雙面嚙合儀加上配對的標準齒輪制作完畢,如圖 3、 圖 4 所示。
圖 3 齒輪雙面嚙合儀
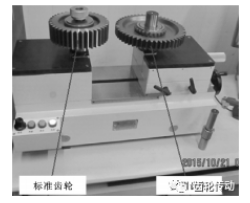
圖 4 齒輪雙面嚙合儀的標準配對齒輪和被測齒輪
通過使用雙面嚙合綜合測量儀,圓柱齒輪徑向綜合總偏差 F″i 和一齒徑向綜合偏差 f″i 以及齒圈徑向跳動 F″r 都可以被檢測,如圖 5 所示。
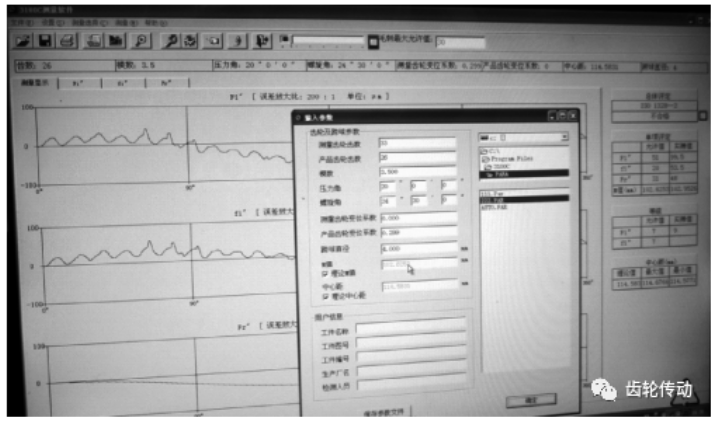
圖 5 齒輪雙面嚙合儀的測量結果
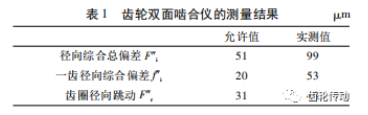
此次測量結果見表 1,徑向綜合總偏差 F″i、一齒徑向綜合偏差 f″i、齒圈徑向跳動 F″r 均超差,測量結果不合格。拆下被測齒輪發現齒面有磕碰傷、毛刺。用雙嚙儀初步檢測齒輪的 3 個參數可以迅速地檢出齒面上的磕碰傷、毛刺,在被測齒輪齒面上涂一層紅丹粉,通過與標準齒輪進行無間隙嚙合后,觀察齒面嚙合情況,檢查齒輪的實際嚙合情況,可以判斷出齒輪運轉中是否會出現異響、打齒、偏磨等故障,為齒輪的快速檢測提供了有力的手段。
5 結論
經過驗證,使用雙面嚙合綜合測量儀,可以檢測圓柱齒輪徑向綜合總偏差 F″i、一齒徑向綜合偏差 f″i 以及齒圈徑向跳動 F″r,特別是齒面上的磕碰傷、毛刺這些引起齒輪異響主要原因的項目,用雙嚙儀能夠自動準確地找到; 另外在被測齒輪齒面上涂一層紅丹粉,通過與標準齒輪進行無間隙嚙合后,觀察齒面嚙合情況,可以判斷出齒輪運轉中是否會出現異響、打齒、偏磨等故障,為解決變速箱異響提供有效的手段。