1 數控設備介紹
本文使用 CK7520C 進行蝸桿砂輪開槽介紹。
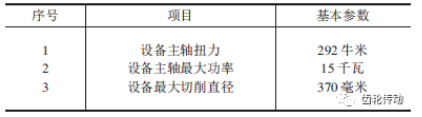
表 1 設備能力值
2 夾具、刀具設計![]()
①蝸桿砂輪利用端面壓緊的方式固定在芯軸上,芯軸裝夾方式由前后頂尖定位、卡爪加緊,為保證開槽精度需對砂輪安裝進行檢測,檢測砂輪徑向跳動小于等于 0.5mm,蝸桿砂輪毛坯的裝夾如圖 1。
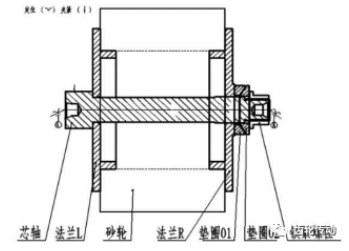
圖 1 砂輪毛坯裝夾
②刀片選用非標 V 型刀片焊接 PCD,PCD 的高度應大于蝸桿砂輪的槽高,刀尖圓角 R 小于等于對應金剛滾輪的頂部圓角,刀尖角度等于需求的壓力角 α,如圖 2。
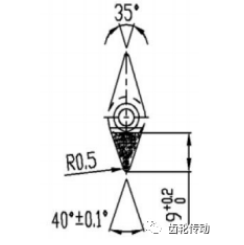
圖 2 PCD 刀片
③刀桿選擇考慮設備 X 軸導軌護板與砂輪干涉問題,利用為避免 CK7520C 設備 X 軸導軌護板干涉,刀桿進行非標設計,如圖 3。
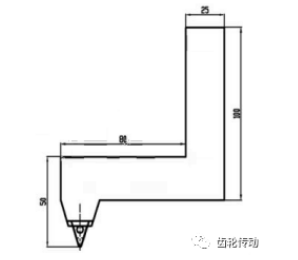
圖 3 刀桿
3 蝸桿砂輪開槽參數計算
①蝸桿砂輪螺旋升角γ0
mn 為模數,N 為蝸桿砂輪頭數,d0 為蝸桿砂輪外徑,ha 為齒頂高;
②蝸桿砂輪螺距
③蝸桿砂輪齒厚 S0
Sn 為工件分度圓齒厚,為蝸桿砂輪精修整留量 0.1mm (單邊)。
④蝸桿砂輪全齒高 H0,依據三角函數轉換得出:

H 為工件全齒高。
4 加工程序編制
①因 CK7520C 數控車使用 FANUC 編程系統,Q 表示分度信息,如三頭蝸桿砂輪開槽時,主軸角度分度為 120°,程序段如下:
/N1
G92X275.00Z190.0F19.89Q0
G92X275.00Z190.0F19.89Q120000
G92X275.00Z190.0F19.89Q240000
/N2
G92X273.50Z190.0F19.89Q0
G92X273.50Z190.0F19.89Q120000
G92X273.50Z190.0F19.89Q240000
/N3
G92X272.50Z190.0F19.89Q0
G92X272.50Z190.0F19.89Q120000
G92X272.50Z190.0F19.89Q240000
.
.
.
/Nx
②切削線速度在 25-35m/min,每刀的車削量要隨著深度的增加而減小,整體車削量在 1.5-0.1mm 間,車削形式如圖 4。
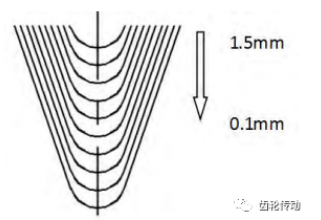
圖 4 車削接觸圖
5 精度驗證
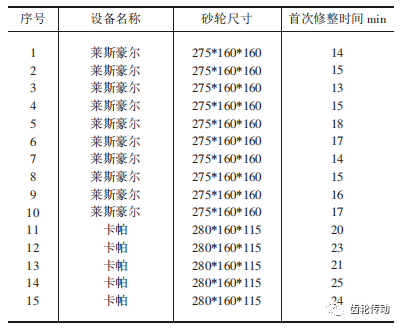
利用 CK7520C 數控車床,對卡帕磨齒機、萊斯豪爾磨齒機使用的砂輪進行開槽,并將砂輪裝機驗證精度,裝機后首次修整時間在 13-25min,滿足生產使用要求,測試結果見表 2。
表 2 測試結果
6 結束語
通過以上方法設計及開槽的蝸桿砂輪滿足磨齒機使用,可利用數控車完成蝸桿砂輪開槽,降低各零件的成品砂輪儲備,降低成品砂輪的儲備數量及采購成本。