隨著工業自動化技術的發展和精密加工需求的提高,作為納米技術核心的超精密加工技術得到了不斷的改進,從而推動了微型機械、微機電系統、表面工程、微結構加工、生物工程與半導體產業等各種新學科朝著精密化方向發展。小模數齒輪是指模數≤1mm 的齒輪,小模數齒輪作為一種重要的傳動元件,其加工和檢測變得日益重要。對小模數齒輪常利用接觸式微球頭測針進行精密測量,可檢測齒距偏差、齒廓偏差、螺旋線偏差等參數。接觸式測針微球頭夾具作為鎢鋼測針微球頭的關鍵加工工具,對于小模數齒輪的精密 加工和檢測具有重要意義。
目前國內在加工直徑100μm 以下的接觸式鎢鋼測針微球頭中存在測針的夾持與垂直度精度控制不夠、針尖與垂直激光斑點定位不準等技術難點。為彌補在垂直激光束加工鎢鋼測針微球頭過程中針尖加工不均勻、所加工微球頭圓度不高等問題,設計了專用定位夾具。
1、垂直激光束燒蝕加工微球頭
接觸式測針微球頭
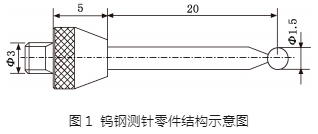
所加工的鎢鋼測針零件結構示意圖如圖1所示,在進行垂直激光燒蝕試驗過程中,需將總長28mm 的針件豎直固定在加工平臺正下方,在測針尖端加工微球頭。
接觸式測針微球頭常用材料為 WC-Co(碳化鎢-鈷),是一種常見的硬質合金,具有優異的硬度和抗熱疲勞性,該類材料通常表現出兼顧硬度、耐磨性與強韌性的優異力學特征,同時還具有高溫紅硬性、抗氧化腐蝕性等特殊性能。當 WC-Co類硬質合金中 WC 相晶粒尺寸為超細/納米級(≤0.5μm)時,能有效克服傳統硬質合金中硬度和韌性之間相互矛盾以及較大脆性和加工軟化等問題,且具有較高的硬度和韌性。
垂直激光束燒蝕微球頭加工問題分析
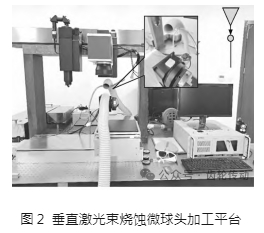
垂直激光束燒蝕加工微球頭是一種常見的微加工技術,它可以用于制作微型光學器件、微流體器件等。將激光束垂直照射到材料表面,通過調節激光照射參數,控制加熱時間和功率,逐步去除材料,形成微球頭的形狀。此次試驗采用鎢鋼(碳化鎢-鈷)制作測針微球頭,實驗室所用激光加工儀器為 BC-2900銦尼鐳斯激光加工平臺,如圖2所示。
在對鎢鋼測針進行微球頭加工的試驗過程中,通過多次的參數調節、位置調整以及加工形狀的改變,在超景深顯微鏡的觀測下得到了測針微球頭試樣。
在進行激光燒蝕實際加工時,存在以下問題:①測針的夾持與垂直放置難以精確控制;②針尖與垂直激光斑點定位不準;③測針針尖受力面不均勻和微球頭圓度不高等。
2、小模數齒輪接觸式鎢鋼測針微球頭夾具整體設計
為解決上述問題,設計了小模數齒輪接觸式鎢鋼測針微球頭夾具。
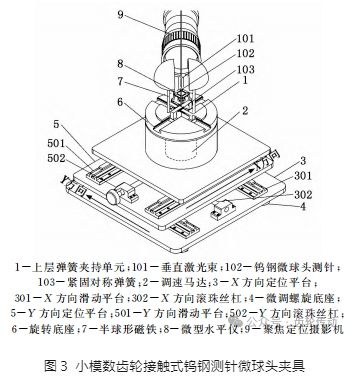
所設計的夾具其主要目的是解決夾持與定位兩大問題,在此基礎上進一步提高所加工微球頭的精度與圓度,夾具的功能包括:鎢鋼測針的夾持,激光束與加工面的定位,加工過程的實時觀測,輔助加工提高精度。所設計的小模數齒輪接觸式鎢鋼測針微球頭夾具如圖3所示。
3、小模數齒輪接觸式鎢鋼測針微球頭夾具組件設計
下面主要介紹小模數齒輪接觸式鎢鋼測針微球頭夾具中各主要組件的結構。
微球頭測針夾持組件
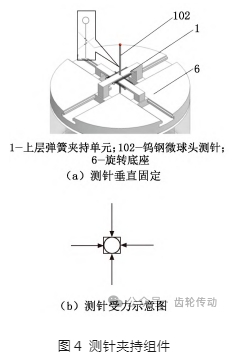
測針夾持組件由上層彈簧夾持單元1、旋轉底座 6、半球形磁鐵7、微型水平儀8組成,通過采用上層彈簧夾持單元上方的兩對對稱安裝的緊固彈簧,以及下方的滑動導軌連接,實現了對鎢鋼微球頭測針的夾持和放松功能。上層彈簧夾持單元能夠固定鎢針在水平方向上的位置,如圖4(a)所示。同時,在夾持單元平面上安裝微型水平儀,并通過最下方的微調螺旋底座對夾持平面進行調平。這使得鎢鋼微球頭測針能夠垂直于夾持平面,在三個方向上得到固定,如圖4(b)所示。這樣的設計大大增強了夾持組件的穩定性和準確性。
微球頭測針定位組件
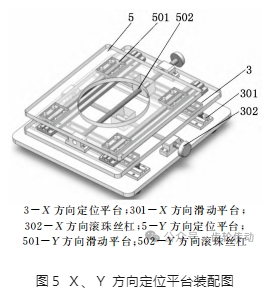
測針定位組件由 X 方向定位平臺3和Y 方向定位平臺5組成,它們分別作為第一層和第二層安裝在旋轉底座的下方,通過高精度滾珠絲杠完成直線運動。各定位平臺主要由滑動導軌與滾珠絲杠裝配而成。在 Y 方向定位平臺上安裝了聚焦定位攝影機,其鏡頭對準針尖加工表面,用于觀測定位垂直激光束光斑的落點位置。X、Y 方向定位平臺裝配圖見圖5。
4、結論
本文所設計的夾具可解決以下問題:
(1)彈簧夾持單元垂直夾緊鎢鋼測針,通過平臺組件沿 X 軸和Y 軸方向的調節,對其頂部的夾持組件的水平方位進行調節,以保證將鎢鋼測針調整至激光束的正下方位置,結合聚焦定位攝影機進行觀測,進一步提高鎢鋼測針的位置控制精度,進而提高加工精度。
(2)在緊固對稱彈簧作用下可相向夾緊鎢鋼測針的兩段部位,當加工完拆卸時僅需手動便可將鎢鋼測針取下,鎢鋼測針拆裝方便,同時圓柱孔的直徑與鎢鋼測針直徑相匹配,使得夾緊牢固。
(3)X 方向平臺和Y 方向平臺利用高精度滾珠絲杠不僅可以實現精確定位,還可以實現水平面兩個方向移動調節,以確保精準調節鎢鋼測針至垂直激光束的正下方,提高了加工精度,對稱設置的兩個上滑軌和下滑軌提高了調節過程的平穩性。
參考文獻略.