齒輪制造行業作為一個相對專業的機械行業門類,其精度的提升和質量的穩定性很大程度上取決于所選用的工藝裝備及工藝輔料。總的來說,主要包括刀具、機加工工裝、檢測設備、清洗設備等。
國內滾齒刀具、插齒刀具已經基本全部實現國產化,原有的高速鋼材料刀具用量在逐漸下降,粉末冶金和整體硬質合金刀具推廣越來越普遍。著名的刀具廠商有漢江刀具、太原工具、哈工具等老牌廠商,以及專注于拉削的恒鋒刀具,專注于小模數的江陰賽特,性價比較高的上優、泰諾等,都是國內一線品牌。他們各自擁有一批獨立的知識產權和研發制造體系,成為支撐行業技術進步的中堅力量。車齒刀具雖然看似和插齒類似,但是其設計必須要依據具體的產品、工裝尺寸和零部件進行,國內在引進格里森、Pittler等進口廠商技術的基礎上,以江蘇大學、重慶大學、西安交大等高校為依托,已經全面掌握了齒形設計、修磨工藝以及齒面精確修型技術。并且,國產的恒鋒刀具、漢江刀具、江陰賽特,也已經大批量穩定應用,為行業內提供了更好的選擇。
要不要自己進行刀具修磨和涂層?這個問題,個人以為,可以根據企業性質和企業規模來考慮。如果是規模較大的齒輪制造企業,或者齒形有特殊要求的產品制造企業,以及新產品種類較多的試制型車間,刀具費用每年在300萬以上的,或者是周邊無太多齒輪行業企業的相關企業,建議自己采購一兩臺修磨設備,可以降低刀具輪轉帶來的物流費用、刀具更換的效率損失。國外品牌中修磨設備,高端以薩克、昂科、施利博格等為主,中高端設備可以選擇津上、清和、陸聯、小笠原等。最近幾年,以北平機床、武漢機床等為代表的國內廠商逐步替代了國外中高端設備,是中小規模公司的優選對象。如果每年刀具用量在300萬以下,產品種類在20種以內,設備型號較為單一,通過增加刀具數量,在周邊有齒輪制造業集群,如浙江溫嶺、成渝、西安、寶雞、長三角等區域,建議可以先不自行采購設備,充分利用社會化修磨資源進行修磨。

刀具涂層行業,由于靶材種類較為貴重,以及設備維護保養技術含量較高,隨著巴爾查斯、賽利等國外巨頭的本地化生產,以及國內材料專業的高校、軍工技術的下放,培養了一批具有顯著特色的刀具涂層廠商,目前主要集中于西安、溫嶺、蘇錫常、廣深莞、成渝等地區,可以利用他們的規模化優勢進行降本。巴爾查斯目前在蘇州、長春、濟南、溫嶺、重慶、天津等各地區廣泛布局,蘇州、深圳、東莞、常州等各地區,均有發展不錯的民營廠商。所以,不建議齒輪制造企業現在就投資刀具涂層設備。
齒輪制造工裝作為較為精密的部件,對于生產效率的提升、質量一致性的保證具有重要意義。工裝的主要技術要求,就在于精度的穩定性,這就需要比較好的材料選型、工裝與齒輪零部件本身夾緊位置設計公差、產品模塊化換型的便捷性等方面需要詳細論證。格里森、克林貝格、利勃海爾等均采用了模塊化的快換方案,通過直接更換相關的定位套、定位銷、自動鎖緊等,甚至可實現自動產品切換。國內的百分百夾具、林州精密、神舟機電、愛必西,國外品牌瀚柏格、雄克等,都是值得考慮的廠商。另外,行業內人士普遍不重視夾具的設計和改進,認為只是一個無關緊要的環節,一定要破除單獨憑借價格來選擇廠商的思路。

齒輪產品的精度等級,有其特殊的一個特點,許多精度數據,是靠檢測設備才能得出結論的。通用檢測設備像數顯游標卡尺、在線量儀、公法線千分尺、外徑千分尺等,最好選擇通用大品牌,如成量、哈量、漢川、貴州航天等,實現規模化降本。
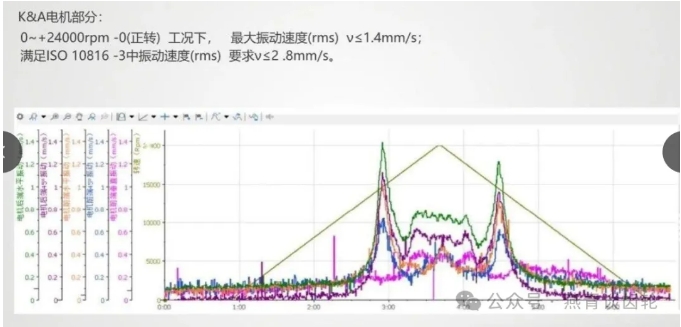
對于新能源電驅齒輪來說,單個齒輪的具體齒面精確修型,精度的提升,要放在整個傳動系統中去進行評價。傳統的雙嚙儀檢測手段需要擴展。最近行業內不少廠家,已經將雙嚙儀的功能,通過增加傳感器、基于實際總成工況的路譜,增加波紋度評價、NVH性能參數等,國外的克林貝格、格里森、利勃海爾等,國內的靈思泰格、秦川思源等都可以選擇。
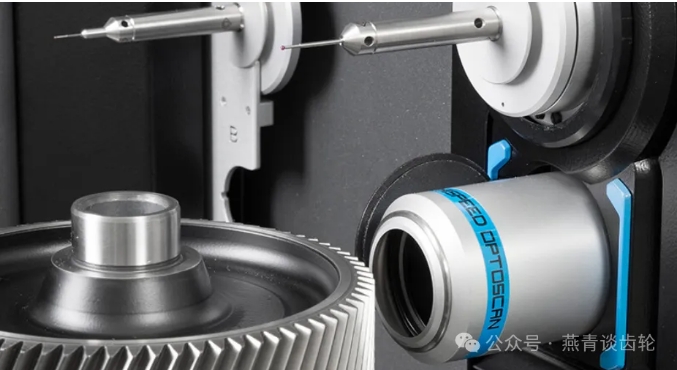
至于專業的齒輪檢測中心,硬件結構都大差不差,主要包括氣浮導軌、3D測頭、運動控制機構、大理石底座等,各家差異主要體現在功能的擴展性、軟件的豐富性、評價結果的精確性、整機的可靠性等。截至目前,克林貝格在傳統齒輪檢測中心的基礎上,擴展了粗糙度檢測、藍光檢測、波紋度檢測等軟硬件模塊,同時可兼容刀具、蝸輪蝸桿、機器人減速機用剛輪、柔輪、擺線輪等,如果要采購具有以上功能的P65設備,預算單臺需要500萬以上。格里森、利勃海爾設備,對于注重大批量生產穩定性的企業來說,也是具備較高的性價比。國內齒輪檢測中心廠商,主要集中在哈爾濱、西安兩個傳統工業重鎮,價格戰比較慘烈,數得上名字的就有哈量、秦川思源、智達、精達、創博等等,650mm規格的檢測中心,個人感覺國產設備,報價超過300萬的就沒必要選擇了。我們在選型時,需要基于實際,詳細了解各家的技術優勢、市場優勢、服務差異。
清洗設備雖然不起眼,但是對于齒輪產品來說非常重要,看似技術含量不高,仍需要引起足夠重視。一般進熱處理爐前,都需要進行清洗,避免鐵屑、油污、雜質、灰塵等,影響熱處理后產品的一致性。清洗機熱前一般采用通過式,要具備清洗、脫脂、漂洗、烘干等功能,室體一般要采用不銹鋼,噴淋泵、制水設備、過濾設備、等選型非常關鍵。無錫作為清洗機的生產重要基地,廠家眾多,需要認真考察他們的科研能力、制造能力、服務能力以及對清潔度的認識程度。行業內用的比較多的有無錫杰瑞德、港威超聲、巴克超聲、哈爾濱島田、中船雙威、上海展諧等等。

五、車間及廠房規劃布局
一般的齒輪制造車間,需要有比較明確的產線規劃原則,通用的規則有幾條,可以總結為一個流、可擴展、集約化、功能化。
首先說一下一個流,我們在規劃時,必須要遵守原材料不走回頭路、設備盡量按工序排列、物流重去空回原則。如果是自己能夠鍛造和熱處理毛坯,一般毛坯的粗加工可以緊跟在物料接收區域,與精車區域適當拉開距離。如果種類較多,一般需要設置大概2個班的粗加工毛坯庫存區域,不宜太多,太多就會造成先進先出存在問題。另外,毛坯原材料的進貨檢驗設備,如金相設備、布氏硬度計、毛坯檢驗用高度規、游標卡尺、千分尺等必須放在這個區域,便于制樣、同時便于供應商退貨,提前發現問題。現在部分企業采取了電子化庫存管控手段,如MES、質量云等,要做到賬實相符、賬務一致,盡量實現日清日結。
廠房區域規劃的大原則,是熱處理需要單獨一個車間和廠房,由于熱處理設備存在高溫、空氣渾濁、油霧較大、環保設施、消防通道等,盡量不要將一些過于精密的設備,如磨齒機、齒輪測量中心、三坐標測量中心等在這個區域布置。但是,熱處理檢驗的設備,如硬度計、金相顯微鏡、制樣設備等,必須要緊跟生產現場,實現隨爐檢測的需要。
機加工設備通用的有兩種布局方式,集群式和產線式,兩種布局沒有優劣之分。試制車間、多品種小批量車間以及新市場培育車間,適合于集群式;大批量規模化生產方式,最好采用產線式,同時采用自動上下料系統,可以盡量減少物流周轉次數,降低庫存和在制數量,產能擴充時可以快速規模化低成本復制。
關于齒輪制造工藝的可擴展性,通常包括兩個方面,一個是現有產品的規模化擴展,如單類產品訂單需求量擴張,新增相同規格產品兩種情況。這種情況下,為了保證毛坯、刀具、量檢具等資源的通用性,以及人員的操作熟練程度,一般5年以內的產線直接簡單復制即可,但是需要進行適當升級,將現在使用設備經常發生的故障進行收集整理,在新產線招標時,提醒設備供應商進行重點關注。另外一種產線需要擴展的情況,即為產品差異較大情況下,需要擴展,像模數由2mm變到5mm,盤形齒輪擴展到軸齒類輪等。這種情況下,我們必須要考慮產品差異,采用不同規格的車削設備、滾齒設備、磨齒設備等,但是盡量不要對現有熱處理設備進行變動。當然,現在有的中高頻設備如果密封性較好,也可以進行調整優化。
集約化也是產線規劃的另外一個重要原則,除非是革命性的工藝變革,一般不需要將相關設備進行全部替換,為了節約成本,盡量采用現有設備升級或者部分設備補充填平補齊的方案。作為決策者,必須要詳細落實實際產品差異,明確現有設備的產能、技術狀態、整條線的節拍瓶頸等因素,避免被供應商忽悠,也避免考慮不周,存在缺項。
集約化和功能化的原則,就是要明確某個廠房是以機加工為主,還是以熱處理為主,還是以倉儲物流區域為主。對于不同用途的廠房,設計要求略有差異。機加工廠房一般要求內部明亮、水電氣齊全,必要時可以設置集中排屑結構和鐵屑壓塊設備。
熱處理廠房最主要的注意點是相關消防、安全、尾氣收集處理設備設施的運行情況,一般要選擇較好的供應商來進行制作,另外,由于熱處理爐一般用到天然氣、氮氣較多,淬火液等介質也較多,存在較大安全隱患,安全設施必須請專業機構進行評審后方可改造,維修改造的動火、登高、有限空間等場景較多,管理人員必須具備相關的應急處置能力,以及相關安全應急機構的培訓。
此外,工藝規劃中還需要考慮到當地政府的環保法規要求,原則上電鍍、磷化等重金屬排放風險較高的工藝盡量不要安排,可以通過外協外包給相關資質齊全的專業公司。基本上都要先在廠區內建立一個危化品倉庫、固廢倉庫以及沉淀法或者生化法的污水處理站。屋頂光伏、余熱利用、中水再利用等相關節能減排措施,要主動響應需求,踐行社會環境責任。