目前國內(nèi)乘用車變速器齒輪為了達(dá)到高標(biāo)準(zhǔn)的 NVH 要求,避免齒面燒傷,普遍采用了強(qiáng)力珩齒的工藝作為齒面的最終加工工藝。實(shí)際應(yīng)用中,由于珩齒切削效率的限制,強(qiáng)力珩齒對毛坯狀態(tài)和余量的要求很高,導(dǎo)致在很多零件加工時(shí),難以避免地會(huì)出現(xiàn)因磨削阻力的變化引起的不同類型的振動(dòng),導(dǎo)致齒面一些帶有固定階次的振幅,反而讓零件的實(shí)際 NVH 表現(xiàn)變差,產(chǎn)生很多復(fù)雜而不好控制的質(zhì)量問題。PRAWEMA 是目前國內(nèi)應(yīng)用較多的強(qiáng)力珩齒設(shè)備,其特有的振動(dòng)監(jiān)測系統(tǒng)為 HRI(Hybrid Reactive Index),能夠提升強(qiáng)力珩齒的加工質(zhì)量。
1、在線振動(dòng)監(jiān)控功能的原理
為了采集到設(shè)備加工時(shí)的振動(dòng)數(shù)據(jù),首先需要在機(jī)床的各主要快速運(yùn)動(dòng)部件上設(shè)置采集點(diǎn),如圖 1 所示。
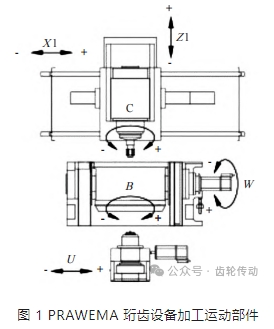
PRAWEMA 珩齒設(shè)備加工時(shí)的 3 個(gè)主要運(yùn)動(dòng)部件是:
(1)工件回轉(zhuǎn)軸C 軸,負(fù)責(zé)工件的夾緊和旋轉(zhuǎn)。
(2)珩磨頭回轉(zhuǎn)軸B 軸,負(fù)責(zé)珩磨砂輪的夾緊和旋轉(zhuǎn)。
(3)尾座移動(dòng)軸U 軸,負(fù)責(zé)尾座的支撐和旋轉(zhuǎn)。
通過在 3 個(gè)軸上布置的振動(dòng)傳感器,可實(shí)現(xiàn)實(shí)時(shí)數(shù)據(jù)采集,并通過瞬時(shí)測量設(shè)備傳遞到 PC 端保存。
2、強(qiáng)力珩齒的加工過程
強(qiáng)力珩齒工藝是珩磨輪主軸和工件主軸分別通過電主軸驅(qū)動(dòng),同時(shí)通過控制系統(tǒng)實(shí)現(xiàn)高度同步,加工過程工件沿軸向往復(fù)運(yùn)動(dòng)同時(shí)工件徑向進(jìn)給。利用嚙合處的相對滑動(dòng),并在齒面間施加一定的壓力來進(jìn)行磨削加工。表 1 列出了強(qiáng)力珩齒的幾個(gè)主要過程階段。
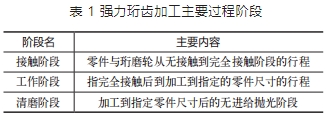
為了便于針對不同加工階段的數(shù)據(jù)進(jìn)行篩選分析,在振動(dòng)采樣時(shí)分別賦予一個(gè)數(shù)值代碼,不同數(shù)值代碼代表了不同的加工階段,表 2 列出了幾個(gè)主要加工階段的代碼。
正是由于珩磨過程中的應(yīng)力和切削率低的特點(diǎn),在加工過程中容易由于應(yīng)力的周期性變化產(chǎn)生共振,進(jìn)而導(dǎo)致零件表面呈現(xiàn)出周期性的紋理變化,從而導(dǎo)致齒輪在嚙合時(shí)產(chǎn)生噪聲。
3、HRI 系統(tǒng)的應(yīng)用
HRI 頻譜界面
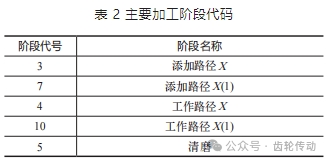
HRI 的頻譜界面采用實(shí)時(shí)監(jiān)控畫面,如圖 2 所示,其中橫坐標(biāo)為頻率 / 階次,可通過設(shè)定按鈕進(jìn)行切換,兩者的換算關(guān)系是:
式中:f——頻率,單位 Hz;O——階次;n——軸轉(zhuǎn)速,單位 r/min。
縱坐標(biāo)為對應(yīng)頻率 / 階次的振幅幅值,單位為 mg,圖形通過不同的顏色顯示不同的軸的實(shí)時(shí)振幅曲線。
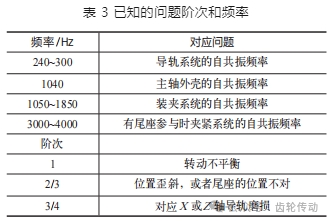
對于機(jī)器而言,其運(yùn)動(dòng)過程中必然存在一些固有的特征階次和頻率,表 3 列出了根據(jù)經(jīng)驗(yàn)分析得出的部分已知的問題頻率和階次,便于使用者在分析解決問題時(shí)參考。
HRI analyze+ 的界面
HRI 系統(tǒng)針對加工時(shí)不同階段的振動(dòng)數(shù)據(jù)進(jìn)行了采集和保存,數(shù)據(jù)以 CSV 格式存儲(chǔ)在 PC 端,HRI analyze+ 提供了針對 CSV 文件的多種查看方式,可通過表格、曲線和色階譜線的方式進(jìn)行分析。
CSV 文件可以通過路徑 :\……\HRIdata 文件夾進(jìn)行獲取,包含以下子文件夾:
HriDebugLog 文件夾包含每一個(gè)工件隨時(shí)間變化的加工過程參數(shù)。
HriLog 文件夾包含每一個(gè)零件的 HRI 數(shù)據(jù)總覽。
HriFFTlog 文件夾包含每一個(gè)工件的各階段的頻譜數(shù)據(jù),該文件是分析加工的振動(dòng)的頻率的數(shù)據(jù),以下簡稱 FFT 文件,后面將重點(diǎn)介紹本文件的分析方法。
FFT 文件名稱采取固定的方式生成,包含了程序代號、加工時(shí)間、零件代號、軸號和工步。
HriFFTlog 文件列表
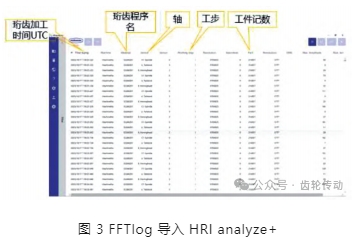
FFTlog 文件導(dǎo)入到 HRI analyze+ 后如圖 3 所示,每組 FFT 文件包含了近 2 h 的所有零件數(shù)據(jù),可通過時(shí)間或者工件記數(shù)標(biāo)簽找到需要分析的數(shù)據(jù)段。
1. FFT 數(shù)據(jù)的篩選
因原始導(dǎo)入的 FFTlog 包含了所有的數(shù)據(jù),分析時(shí)往往不需要對全過程所有零件和所有軸進(jìn)行分析,通過過濾選項(xiàng),可以篩選出對于零件加工質(zhì)量影響最大的軸和階段,一般情況下,選擇決定齒面最終形態(tài)的工作路徑(階段 4 和 10)和清磨(階段 5)進(jìn)行分析。
2. 生成光譜圖
完成篩選后的數(shù)據(jù)依然是以列表的方式顯示,為了更加直觀地發(fā)現(xiàn)加工過程的異常,還需將列表數(shù)據(jù)轉(zhuǎn)換為光譜圖形式顯示。圖 4 通過顏色從淺到深的色差,可以更便捷地看到一些特征頻率和加工過程中出現(xiàn)高幅值的區(qū)間。
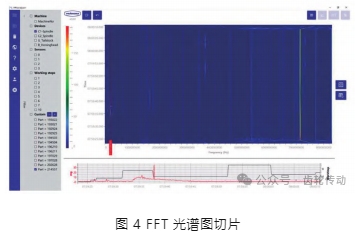
3. 對光譜圖進(jìn)行切片分析
為了更加詳細(xì)地看到高振動(dòng)幅值區(qū)域的階次和發(fā)生階段,可以選擇對光譜圖進(jìn)行切片,切片圖如圖 4 所示,右下角紅色曲線代表切片階次的振動(dòng)曲線,黑色曲線代表對應(yīng)的階段。
HRI 和 HRI analyze+ 在實(shí)際加工中的應(yīng)用
1. 故障階次和階段的確定
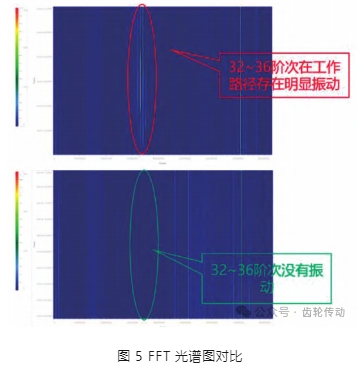
舉例:某珩齒設(shè)備出現(xiàn)加工后零件齒 S 形,對比分析頻譜發(fā)現(xiàn),相比于零件合格時(shí)期的狀態(tài),本次故障時(shí) 32 ~ 36 階次在工作路徑存在明顯振動(dòng),已知高幅值振動(dòng)區(qū)域后,為了判定該位置是否異常,可對比同一種工況下正常零件的光譜圖,如圖 5 所示,對比正常零件頻譜,在同位置未發(fā)現(xiàn)振動(dòng),該階次換算成頻率為 3081~ 3466 Hz,根據(jù)表 3 的經(jīng)驗(yàn),該頻率為尾座參與時(shí)夾緊系統(tǒng)的共振,重點(diǎn)排查工裝與尾座的同軸度,經(jīng)過重新校準(zhǔn)精度,問題得到解決。
2. 故障預(yù)防
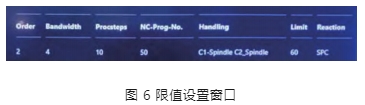
為了預(yù)防今后再次發(fā)生同樣問題,可以在監(jiān)控窗口進(jìn)行限值設(shè)置和抽檢超過設(shè)置限值的零件。如圖 6 所示,對于階次(2±2),珩齒階段 10,工件軸C 如超過 60 mg 振幅,零件將被送往抽檢區(qū)域,提示操作者該零件存在風(fēng)險(xiǎn),需進(jìn)行檢測,此舉可以有效避免風(fēng)險(xiǎn)零件的流出。
4、結(jié)語
本文只介紹了 PRAWEMA 強(qiáng)力珩齒設(shè)備振動(dòng)分析的通用過程,這項(xiàng)工作在實(shí)際應(yīng)用中是一個(gè)經(jīng)驗(yàn)和數(shù)據(jù)積累的過程,因?yàn)樗械脑O(shè)備運(yùn)行時(shí)必然存在振動(dòng),而判定哪些振動(dòng)是正常的、哪些是異常的,需要大量檢測數(shù)據(jù)的積累,其影響因子也是復(fù)雜多變的,文中提到的對比分析法是最快捷有效的。本文介紹的振動(dòng)監(jiān)控系統(tǒng)和分析方式,對于其他齒形精加工(如磨齒)設(shè)備利用振動(dòng)監(jiān)控進(jìn)行故障分析也有參考價(jià)值。
參考文獻(xiàn)略.