創建于1958年的中航工業西安飛機工業(集團)有限責任公司(以下簡稱“西飛”)是我國大中型軍民用飛機研制生產的重要基地,先后研制、生產了20余種型號的飛機,在航空零部件產品中更是美國波音、法航等世界巨頭的領先供應商。2017年,西飛營業收入首次突破200億元,在經濟規模、綜合實力邁上新臺階的同時,也已成為中國乃至世界航空產業不容忽視的中堅力量。
短短幾十年就能取得如此耀眼的成績,這與西飛不懼挑戰、勇于變革的精神是分不開的。在新的工業革命浪潮和航空裝備升級換代的雙重考驗下,西飛的領導班子果斷認識到,必須在新一輪科技和產業革命中把握機遇、迎接挑戰、率先發展,大力推進以“智能制造”為核心的制造方式的轉變。
“要想實現智能制造,提升生產力,‘協同’二字至關重要。飛機制造的生產部門眾多,從設計商、制造商、供應商,到專業化生產單位和航空公司,環環相扣,缺一不可。只有優化各種制造資源、選擇優質可靠的供應商,才能完成生產任務滿足客戶市場需求,從而助力企業長遠發展。”西飛精益加工中心某負責人說道,“近年來,西飛精益中心就通過多種優化手段,不斷提升我們鈦合金航空零部件的加工效率和工件的綜合性能。而在這其中,結合自身實際需求篩選優秀的刀具供應商就是最重要的措施之一。擁有完整產品系列的山高對于多種航空零件都能提供高效的刀具產品和解決方案,這非常符合我們當前的需求。”
航空零件普遍具有材料和結構雙重難加工的特性,加工刀具成本高、加工質量和加工效率難以保證是生產中極易遇到的挑戰,鈦合金結構件更是如此。現代飛機設計技術的發展,為具有優越綜合性能的鈦合金應用提供了廣闊的發展空間。但同時,面對鈦合金結構設計復雜化的趨勢,整體結構、深腔結構、薄壁結構等大量被采用,為刀具選型及切削方式的確定提出嚴峻挑戰。西飛一直站在先進制造的前沿,精益中心對鈦合金零件的加工不斷創新。“在我們的技術團隊針對航空鈦合金結構件不同材料性能、幾何特征,制定出刀具選型方法及切削策略后,山高總能在第一時間提供相應的產品和解決方案,并成功實現工件加工精度和加工效率要求,還有效降低了刀具損耗。”該負責人補充道。
復雜型腔優選高效粗加工刀具
不規則的復雜型腔是航空零件的典型結構,針對西飛鈦合金復雜型腔的粗加工,精益中心技術優化團隊認為大進給刀具是最佳的刀具類型。
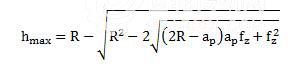
刀具圓弧底刃的半徑與其最大切削厚度的關系式為:
 (式1)
(式1)
式中: ——最大切削厚度;
R——底刃圓弧半徑;
ap——銑削深度;
fz——每齒進給量。
由上式可知,在切削深度加大時,可采用增加圓弧刃的半徑,降低主偏角來保持較薄的切削厚度,提高刀具壽命,縮短加工時間。
大進給刀具可實現較高的進給速度。如圖1所示,相比于傳統端銑,大進給刀具采用大圓弧刃半徑,較小的主偏角設計,降低了軸向切深,減小了切削厚度。這種減薄切屑厚度的大進給銑削方式可有效減小主切削刃負載,同時厚度極小的切屑也可帶走大量的切削熱,提高刀具耐用度,縮短加工時間。而這一優勢對于復雜型腔的粗加工也非常適用。
在西飛精益中心復雜型腔粗加工過程中,山高為其提供了一款可轉位大進給銑刀,不僅幫助西飛在加工中實現了較高的切削速度和進給速度,由于大進給銑削方式帶來的較小的銑削深度,還可實現較均勻銑削余量,有利于后續加工的穩定銑削。
插銑刀可作為深槽加工的首選
“對于航空鈦合金結構件的深槽加工,由于其材料本身的難加工特性加上深槽腔和轉角的幾何特征等,使其加工的精度和穩定性非常難保證,一度十分困擾我們。山高在了解我們的需求和難點后,給出了插銑刀具的方案,達到了很好的效果,遠遠超過我們的預期。”精益中心負責人介紹說。

插銑是一種針對較深腔槽或轉角的高效加工方法。對于復雜結構件深腔加工、轉角加工等難題,插銑加工技術具有獨特的優勢。“在實際加工中,插銑與傳統銑削非常不同,插銑使用刀具末端進行切削,而不是側部,主要產生軸向力。插銑刀可用于刀具懸伸量大的應用場合,在深槽加工或難加工材料方面,結合韌性好的刀片材質和鋒利的槽型,可助力客戶取得良好的生產效率、加工效果以及經濟優勢。”來自山高技術團隊的賈建平補充道。

圓刀片銑刀以其靈活性提高加工效率
為更好地助推西飛鈦合金加工,針對航空結構件中存在的多類型面特征,山高采用了可適應各種類型面加工的圓刀片銑刀,提高加工效率。

“山高的圓刀片因其特有的幾何角度,擁有很高的強度,非常適用于鈦合金這種難加工材料的加工,并且能獲得很高的金屬切除率和刀具壽命。”西飛精益中心負責人介紹說。
“圓刀片銑刀還可用于很多類型的切削方式,如圓周插補和螺旋插補斜坡銑、方肩銑削、銑槽、插銑和斜坡銑,是三維銑削中靈活性最好的刀具。”賈建平補充道。
不同需求不同應對
不同的零件結構,其在加工中的需求和著重點也不一樣。對于較為簡單的輪廓或型腔結構,加工中的經濟性不容忽略;而對于開槽加工,嚴格標準下的安全性則至關重要。“山高的技術團隊在給出每一個解決方案前都會與我們進行深入的溝通,了解我們的加工需求,真正做到不同需求不同應對。”精益中心負責人介紹說。
在輪廓或簡單型腔結構加工中,西飛精益中心選用了山高的玉米式銑刀。玉米銑刀不僅可實現大切深、大切寬強力銑削方式,還能極大增加切削力和切削效率。最重要的是,玉米銑刀在實際加工中,可使用各種幾何形狀刀片且每個刀片都可多次轉位的優勢,幫助精益中心最大程度地降低了大型鈦合金零件粗加工的切削成本。

航空部件的成本非常高,生產過程中的安全性至關重要。為匹配自己強大的產品實力,西飛精益中心對鈦合金的開槽加工有著極為嚴格的要求,而這恰恰是已積累豐富經驗的山高可以提供的。針對西飛航空鈦合金結構件存在諸多狹窄槽腔的幾何特征,山高開發的JCO710波紋銑刀,可提供較長的刀具壽命和非常高的加工安全性,非常適合大軸向切深的不銹鋼和鈦合金的高效粗加工,應用于航空航天工業中大型部件的加工后,達到良好的效果。

新一代航空裝備的研發和大量新材料、新結構、新技術的應用,對航空制造提出了更高的要求。面對機遇和挑戰,西飛將在山高這樣優秀供應商的陪伴下,持續創新、不斷變革,為建設新時代航空強國貢獻力量。
山高總部設在瑞典法格斯塔市,致力于開發創新的金屬切削解決方案,并與客戶密切合作以全面理解和專注于滿足他們的需求,因此譽滿全球。我們在 50 個國家/地區雇用了 5000 多名員工,并通過培訓、發展和員工認同計劃以及開放的溝通環境來提升我們團隊成員的能力。我們的員工展現了三個核心價值觀 – 熱忱待客、家庭歸屬感和個人承諾,它定義了我們的經營之道以及我們與客戶、供應商和其他合作伙伴之間的交往方式。
短短幾十年就能取得如此耀眼的成績,這與西飛不懼挑戰、勇于變革的精神是分不開的。在新的工業革命浪潮和航空裝備升級換代的雙重考驗下,西飛的領導班子果斷認識到,必須在新一輪科技和產業革命中把握機遇、迎接挑戰、率先發展,大力推進以“智能制造”為核心的制造方式的轉變。
“要想實現智能制造,提升生產力,‘協同’二字至關重要。飛機制造的生產部門眾多,從設計商、制造商、供應商,到專業化生產單位和航空公司,環環相扣,缺一不可。只有優化各種制造資源、選擇優質可靠的供應商,才能完成生產任務滿足客戶市場需求,從而助力企業長遠發展。”西飛精益加工中心某負責人說道,“近年來,西飛精益中心就通過多種優化手段,不斷提升我們鈦合金航空零部件的加工效率和工件的綜合性能。而在這其中,結合自身實際需求篩選優秀的刀具供應商就是最重要的措施之一。擁有完整產品系列的山高對于多種航空零件都能提供高效的刀具產品和解決方案,這非常符合我們當前的需求。”
航空零件普遍具有材料和結構雙重難加工的特性,加工刀具成本高、加工質量和加工效率難以保證是生產中極易遇到的挑戰,鈦合金結構件更是如此。現代飛機設計技術的發展,為具有優越綜合性能的鈦合金應用提供了廣闊的發展空間。但同時,面對鈦合金結構設計復雜化的趨勢,整體結構、深腔結構、薄壁結構等大量被采用,為刀具選型及切削方式的確定提出嚴峻挑戰。西飛一直站在先進制造的前沿,精益中心對鈦合金零件的加工不斷創新。“在我們的技術團隊針對航空鈦合金結構件不同材料性能、幾何特征,制定出刀具選型方法及切削策略后,山高總能在第一時間提供相應的產品和解決方案,并成功實現工件加工精度和加工效率要求,還有效降低了刀具損耗。”該負責人補充道。
復雜型腔優選高效粗加工刀具
不規則的復雜型腔是航空零件的典型結構,針對西飛鈦合金復雜型腔的粗加工,精益中心技術優化團隊認為大進給刀具是最佳的刀具類型。
刀具圓弧底刃的半徑與其最大切削厚度的關系式為:
(式1)式中: ——最大切削厚度;
R——底刃圓弧半徑;
ap——銑削深度;
fz——每齒進給量。
由上式可知,在切削深度加大時,可采用增加圓弧刃的半徑,降低主偏角來保持較薄的切削厚度,提高刀具壽命,縮短加工時間。
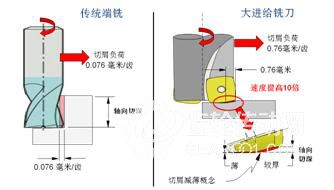
大進給刀具可實現較高的進給速度。如圖1所示,相比于傳統端銑,大進給刀具采用大圓弧刃半徑,較小的主偏角設計,降低了軸向切深,減小了切削厚度。這種減薄切屑厚度的大進給銑削方式可有效減小主切削刃負載,同時厚度極小的切屑也可帶走大量的切削熱,提高刀具耐用度,縮短加工時間。而這一優勢對于復雜型腔的粗加工也非常適用。
圖 1大進給刀具與傳統立銑刀對比
在西飛精益中心復雜型腔粗加工過程中,山高為其提供了一款可轉位大進給銑刀,不僅幫助西飛在加工中實現了較高的切削速度和進給速度,由于大進給銑削方式帶來的較小的銑削深度,還可實現較均勻銑削余量,有利于后續加工的穩定銑削。
插銑刀可作為深槽加工的首選
“對于航空鈦合金結構件的深槽加工,由于其材料本身的難加工特性加上深槽腔和轉角的幾何特征等,使其加工的精度和穩定性非常難保證,一度十分困擾我們。山高在了解我們的需求和難點后,給出了插銑刀具的方案,達到了很好的效果,遠遠超過我們的預期。”精益中心負責人介紹說。
圖 2 插銑刀典型結構
插銑是一種針對較深腔槽或轉角的高效加工方法。對于復雜結構件深腔加工、轉角加工等難題,插銑加工技術具有獨特的優勢。“在實際加工中,插銑與傳統銑削非常不同,插銑使用刀具末端進行切削,而不是側部,主要產生軸向力。插銑刀可用于刀具懸伸量大的應用場合,在深槽加工或難加工材料方面,結合韌性好的刀片材質和鋒利的槽型,可助力客戶取得良好的生產效率、加工效果以及經濟優勢。”來自山高技術團隊的賈建平補充道。
圖 3 插銑刀具加工示例
圓刀片銑刀以其靈活性提高加工效率
為更好地助推西飛鈦合金加工,針對航空結構件中存在的多類型面特征,山高采用了可適應各種類型面加工的圓刀片銑刀,提高加工效率。
圖4 典型圓刀片銑刀
“山高的圓刀片因其特有的幾何角度,擁有很高的強度,非常適用于鈦合金這種難加工材料的加工,并且能獲得很高的金屬切除率和刀具壽命。”西飛精益中心負責人介紹說。
“圓刀片銑刀還可用于很多類型的切削方式,如圓周插補和螺旋插補斜坡銑、方肩銑削、銑槽、插銑和斜坡銑,是三維銑削中靈活性最好的刀具。”賈建平補充道。
不同需求不同應對
不同的零件結構,其在加工中的需求和著重點也不一樣。對于較為簡單的輪廓或型腔結構,加工中的經濟性不容忽略;而對于開槽加工,嚴格標準下的安全性則至關重要。“山高的技術團隊在給出每一個解決方案前都會與我們進行深入的溝通,了解我們的加工需求,真正做到不同需求不同應對。”精益中心負責人介紹說。
在輪廓或簡單型腔結構加工中,西飛精益中心選用了山高的玉米式銑刀。玉米銑刀不僅可實現大切深、大切寬強力銑削方式,還能極大增加切削力和切削效率。最重要的是,玉米銑刀在實際加工中,可使用各種幾何形狀刀片且每個刀片都可多次轉位的優勢,幫助精益中心最大程度地降低了大型鈦合金零件粗加工的切削成本。
圖 5 玉米銑刀
航空部件的成本非常高,生產過程中的安全性至關重要。為匹配自己強大的產品實力,西飛精益中心對鈦合金的開槽加工有著極為嚴格的要求,而這恰恰是已積累豐富經驗的山高可以提供的。針對西飛航空鈦合金結構件存在諸多狹窄槽腔的幾何特征,山高開發的JCO710波紋銑刀,可提供較長的刀具壽命和非常高的加工安全性,非常適合大軸向切深的不銹鋼和鈦合金的高效粗加工,應用于航空航天工業中大型部件的加工后,達到良好的效果。
圖 6波紋銑刀
新一代航空裝備的研發和大量新材料、新結構、新技術的應用,對航空制造提出了更高的要求。面對機遇和挑戰,西飛將在山高這樣優秀供應商的陪伴下,持續創新、不斷變革,為建設新時代航空強國貢獻力量。
山高總部設在瑞典法格斯塔市,致力于開發創新的金屬切削解決方案,并與客戶密切合作以全面理解和專注于滿足他們的需求,因此譽滿全球。我們在 50 個國家/地區雇用了 5000 多名員工,并通過培訓、發展和員工認同計劃以及開放的溝通環境來提升我們團隊成員的能力。我們的員工展現了三個核心價值觀 – 熱忱待客、家庭歸屬感和個人承諾,它定義了我們的經營之道以及我們與客戶、供應商和其他合作伙伴之間的交往方式。