以高效的方式,最少的工件精加工時間制造高精度表面是航空航天、交通和能源等領域的制造專業工程師的主要目標。以極低的精加工公差加工形狀復雜的零件是常見需求。對于即將在極端條件下運行的零件,因制造工藝造成的零件應力所產生的影響也是值得關注的問題。
當精度、一致性、時間和品質是十分關鍵的要素時,EXTRUDE HONE 的 ECM 加工工藝所提供的解決方案將為您帶來滿意的結果。
電解加工方法是通過陽極金屬溶解對工件表面進行精加工的。機械加工工具是在直流電流下發揮作用的陰極 (-),當它遇到電解液時可產生陽極反應, 陽極反應可以精確地去除工件 (+) 表面的多余材料。
ECM 工藝的工作方法:
1. 電解質溶液可在陰極和工件之間的間隙轉移電荷,導致電子從工件轉移,從而去除表面多余材料。
2. 陰極和工件之間的間距是調節材料去除過程的關鍵。
3. 陰極的形狀決定了工件或置于工件上的印記(成像)的最終形狀。
4. 所施加的直流電流可以決定材料去除的速度。
5. 采用法拉第定律來確定材料的去除量。
6. 加工期間去除的材料必須從電解液流中濾出,以保持陰極和工件之間間隙內的電解液質量的恒定。
7. 工件材料必須抗腐蝕。

我們的 ECM 工藝可以提供邊緣加工。
含有工裝夾具(陰極)的固定裝置是 ECM 工藝的關鍵構件,因為固定裝置的性質和形狀決定了從工件上去除材料的位置和量。陰極的設計旨在維持其與工件表面之間的間隙。在陰極和工件(陽極)之間流動的電解液可確保在沖洗間隙時去除材料。因為陰極不會接觸到工件,所以工裝夾具不會遭受與加工有關的磨損。
我們的制造專家團隊將與您共同確定最適合您項目的工具設計。
請信任我們的專家能夠處理這些關鍵工藝問題:
1. 確保陰極的設計能正好適合待加工的工件區域;使用絕緣材料以保護工件不受 ECM 工藝在其他區域進行加工的影響。
2. 通過設計合適的、含有陰極的固定裝置來控制間隙。
3. 在直流電源上提供短路檢測。
4. 確保陰極是由導電材料制成的。
5. 確定使用最佳電解液,包括使用氯化鈉和硝酸鈉。
EXTRUDE HONE
易趨宏公司(EXTRUDE HONE®) 的 ECM 工藝可以做出傳統方法難以做出的高精度零件。這使得 ECM 尤其適用于以下表面機械加工應用:
1. 外形修整/成型加工:創建一個預定義的 3D 表面輪廓。將陰極幾何圖形映射到工件便可做出輪廓。
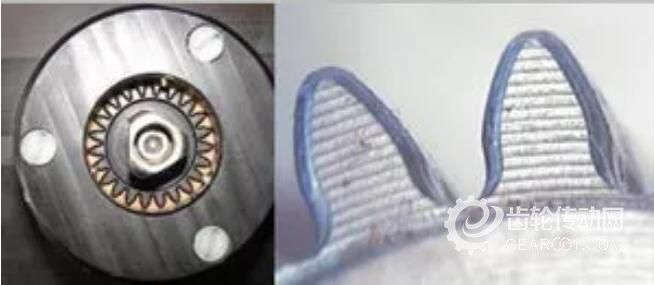
2. 倒圓角:創建一個已界定的邊緣制圓。例如處理齒輪。
3. 拋光:優化工件的表面特征。
4. 去毛刺:去除工件因傳統的鉆孔方法而導致的鉆孔出口處和交叉孔處的毛刺。
5. 精細的結構:創建清晰的表面結構,以優化零件表面的潤滑度——在支撐面留住油脂。
ECM 工藝是制造高精度零件的革命性方法。不再用硬化的工具切割金屬,而是用電化學工藝更有效地去除材料。
該工藝的優點包括:
1. 設計精確度高。僅在精確的位置去除工件材料。
延長零件使用壽命。工件上沒有機械負荷或熱負荷。
2. 工藝效率高。可以一次性完成工件粗加工和精加工。因為 ECM 是一種溶解工藝,所以不會產生初生或二次毛刺。
3. 去毛刺精度高。對于使用傳統方法難以觸及或加工毛刺的部件,ECM 不但是一種理想的去毛刺工藝,而且還可以消除二次毛刺的形成。
4. 生產能力增加。ECM 是一種高產的工藝。與傳統方法相比,ECM 的加工時間更快,并且每個周期可以加工多個部件,從而降低了生產的單位成本。
5. 品質和可重復性。ECM 工藝由于采用了極佳的過程控制(確保精確度、品質、一致性和最高的可重復性)而可以十分穩定地工作。由于 ECM 遵循的是法拉第定律,因此可以在實施 ECM 工藝的整個過程中監控外加電流,以控制多余材料的去除。