前 言
齒輪制造的技術至關重要,為大家分享齒輪加工的三個專利,改進生產工藝。
一、齒輪內齒插齒工裝夾具
針對問題
在齒輪內齒加工中,現(xiàn)有的工裝夾具是通過芯軸外花鍵定心和壓板將被加工齒輪壓在插齒工作機臺上,定位精度差,同時拆裝不方便。
技術方案
齒輪內齒插齒工裝夾具,包括齒輪加工機臺,機臺上有定位座圈(圖2),定位座圈上端面具有凸環(huán),定位座圈中部通孔內設置有芯軸及防轉動定位鍵。芯軸上端凸部具有與被加工齒輪的內花鍵相配合的外花鍵,芯軸下端螺紋部伸出定位座圈與鎖緊螺母相連接。芯軸中部螺紋通孔的上端開口處設有漏斗狀錐面,內螺接有漲開螺釘,漲開螺釘上端頭具有與漏斗狀錐面相配合以使芯軸上端凸部膨脹的錐面。
技術特點
只需通過旋轉漲開螺釘即可將使得芯軸發(fā)生膨脹,通過芯軸的膨脹將被加工齒輪固定在機臺上,同時夾具拆裝方便,只需松開漲開螺釘即可將被加工齒輪卸下,避免的碎屑進入,提高使用壽命。
齒輪制造的技術至關重要,為大家分享齒輪加工的三個專利,改進生產工藝。
一、齒輪內齒插齒工裝夾具
針對問題
在齒輪內齒加工中,現(xiàn)有的工裝夾具是通過芯軸外花鍵定心和壓板將被加工齒輪壓在插齒工作機臺上,定位精度差,同時拆裝不方便。
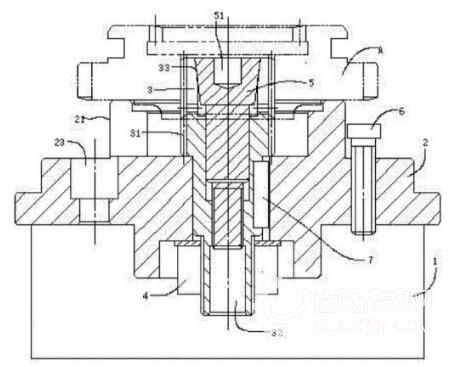
圖1齒輪內齒插齒夾具結構示意
1.機臺 2.定位座圈
21.凸環(huán) 211.槽口 22.中部通孔 23.沉頭槽孔 24.螺紋槽孔
3.芯軸 31.外花鍵 32.螺紋通孔 33.漏斗狀錐面
4.鎖緊螺母 5.漲開螺釘 51.內四角
6.頂起螺釘 7.防轉動定位鍵 A.被加工齒輪
1.機臺 2.定位座圈
21.凸環(huán) 211.槽口 22.中部通孔 23.沉頭槽孔 24.螺紋槽孔
3.芯軸 31.外花鍵 32.螺紋通孔 33.漏斗狀錐面
4.鎖緊螺母 5.漲開螺釘 51.內四角
6.頂起螺釘 7.防轉動定位鍵 A.被加工齒輪
技術方案
齒輪內齒插齒工裝夾具,包括齒輪加工機臺,機臺上有定位座圈(圖2),定位座圈上端面具有凸環(huán),定位座圈中部通孔內設置有芯軸及防轉動定位鍵。芯軸上端凸部具有與被加工齒輪的內花鍵相配合的外花鍵,芯軸下端螺紋部伸出定位座圈與鎖緊螺母相連接。芯軸中部螺紋通孔的上端開口處設有漏斗狀錐面,內螺接有漲開螺釘,漲開螺釘上端頭具有與漏斗狀錐面相配合以使芯軸上端凸部膨脹的錐面。
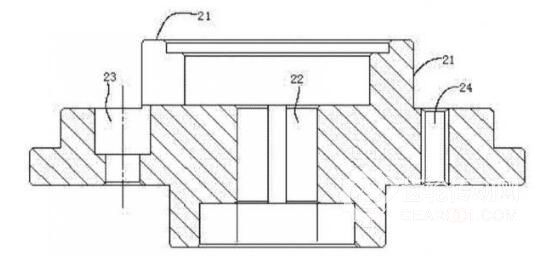
圖2 定位座圈機構
技術特點
只需通過旋轉漲開螺釘即可將使得芯軸發(fā)生膨脹,通過芯軸的膨脹將被加工齒輪固定在機臺上,同時夾具拆裝方便,只需松開漲開螺釘即可將被加工齒輪卸下,避免的碎屑進入,提高使用壽命。
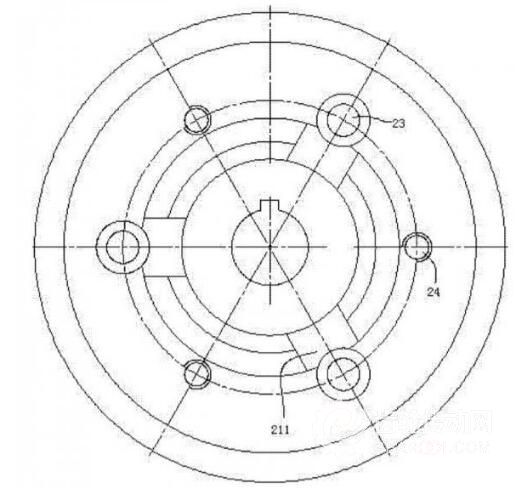
圖3 定位座圈俯視圖