隨著生產技術的發展,高效鑲片可轉位齒輪滾刀已在進口滾齒機上普遍使用,其加工效率是普通滾刀的2-8倍,但隨著效率的提升,加工時產生的熱量急劇增加,由于滾齒采用冷卻油淋浴潤滑,加工時產生的油煙也呈現幾何級增長。因此加工過程中產生的油煙治理就變得非常迫切,設備本身的油霧回收裝置處理的效果不太理想,仍有大量油煙溢出。齒輪車間利用“電建1600T風電平臺抬升”大量齒輪滾齒工序加工,將滾齒機的油煙設備攻堅列為公司重點攻關項目,組織科技部、設備部技術人員和車間骨干成立了項目組,通過外部對標學習,內部多輪研討,明確了采用微量潤滑新技術替代傳統冷卻油潤滑,實現油煙治理的工作思路和方案,項目團隊高效協同攻關,按計劃推進實施。
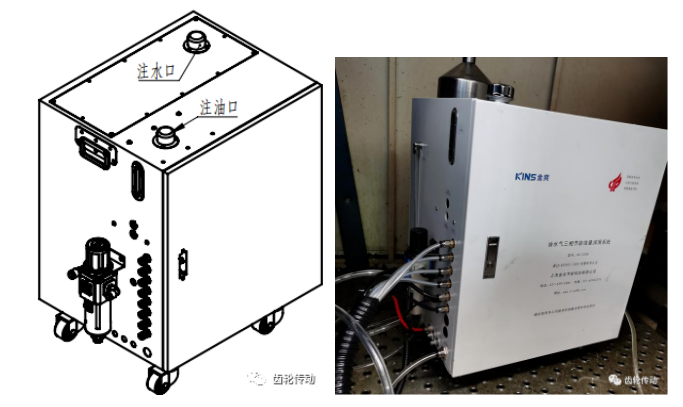
振華傳動與無錫金兆相關團隊技術人員聯合改造進口滾齒機冷卻油系統,采用(無錫金兆節能)加裝油、水、氣三相復合微量潤滑裝置。微量潤滑系統包括:微量噴油裝置、噴水溶液裝置和噴嘴裝置、油水氣控制系統等與機床的電氣控制系統實現聯動控制,通過控制電磁換向閥實現微量潤滑系統的啟動、停止等操作。
微量潤滑裝置中裝有微量潤滑油和噴水溶液裝置中裝有水溶液;微量噴油裝置包括:油杯、6套精密氣動泵和2套氣動頻率發生器,精密氣動泵上設置油杯,氣動頻率發生器控制精密氣動泵的出油頻率;噴水溶液裝置包括:水溶液容器和高頻大流量水泵、壓力自動啟停裝置和高壓壓力罐,與水溶液容器連通的流體控制閥;油水氣三相節能微量潤滑系統中通有壓縮空氣,壓縮氣體分為兩路,一路到達噴水溶液裝置;另一路壓縮氣體分兩支路,一支路通過微量噴油裝置,另一支路經管道與噴嘴裝置相通;微量噴油裝置和噴水溶液裝置分別通過管道與噴嘴裝置連通,6個噴嘴安裝到滾刀上方進行潤滑,振華傳動和無錫金兆相關團隊技術人員通過不斷調整噴嘴位置、噴嘴和滾刀的角度、油的大小、水的大小及油和水的配比大小,最終成功實現滾齒、銑齒微量潤滑替代冷卻油加工。
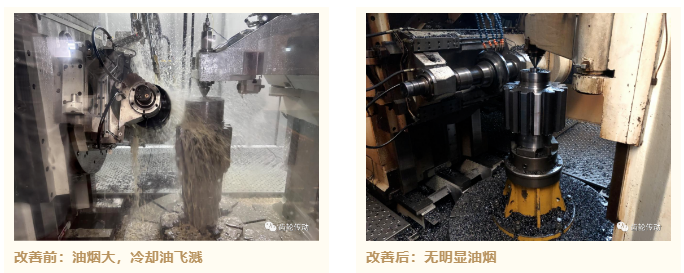
在國家大力推進綠色高質量發展的背景下,微量潤滑新技術主要解決滾齒加工時傳統切削油飛濺,滾齒高速切削時產生的油霧、油煙問題,降低油性揮發物溢出對車間環境的影響,改變原來加工車間地面油污滴漏嚴重、空氣油霧油煙彌漫、工人工作時滿身油污問題及能耗高等環境問題,打造環保無煙滾齒車間,實現企業清潔化生產。
采用微量潤滑技術所需要的費用,可對比成本如下如下表所示:
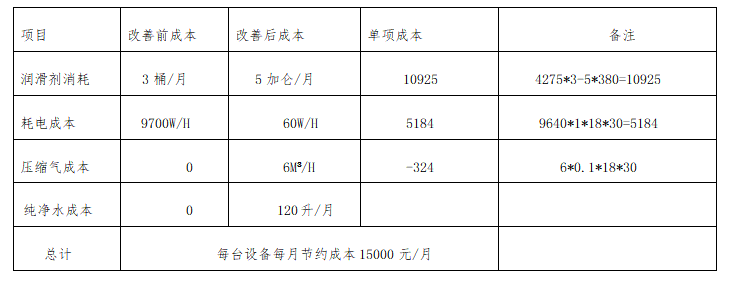
前期投入使用項目成本38000元/套,約3月可收回成本。每臺設備每年可為公司節約10萬元,目前微量潤滑技術已經運用在7臺滾齒機。