坐標測量機(CMM)上的現代傳感器系統
觸覺或接觸式探頭是坐標測量領域最常見的計量技術,包括更專業的齒輪測量領域。觸覺探針可以是有源的或無源的、僅掃描或觸摸的,并且成本和性能可能因系統本身而異。它們由多家工業公司作為獨立的OEM產品(例如Renishaw)提供,或者僅包含在其坐標測量機中(例如Zeiss、Klingelnberg和Hexagon)。它們的整體性能,尤其是穩健性和靈活性,已成為大多數計量任務的黃金標準。
多家公司(例如Wenzel、Gleason、Klingelnberg、Zeiss、Hexagon)提供不同的光學計量更新作為附加組件或包含在其坐標測量機的混合測量概念中。與觸覺計量相比,其主要思想是提高測量速度。對于某些應用,非接觸式光學系統的好處是對樣品表面本身的影響可以忽略不計,也可能有利于減少對涂層或其他易碎表面的損壞。其他方法包括使用光學系統提供的附加信息,例如,分析顏色、材料吸收或有關表面粗糙度的信息。
CMM上的光學計量使用多種具有不同優勢的技術。常見的傳感器系統包括結構光掃描儀、采用點或線配置的不同激光顏色的激光三角測量,以及使用干涉或共焦彩色方法的白光傳感器系統。大多數這些系統可從OEM公司購買或直接包含在他們的計量系統中(例如Keyence、Mitutoyo、Zeiss/GOM)。不太常見但可商用的系統包括共焦激光傳感器、激光飛行時間系統和頻率梳的使用。
光學齒輪計量
隨著光學計量在坐標計量界的影響力不斷增強,LED、激光器、數碼相機和光學傳感器等光學技術以不斷提高的性能和越來越低的價格進入大眾市場,使用光學技術進行快速、精確的齒輪計量的想法日益增多。過去二十年。本文簡要概述了齒輪計量光學技術的歷史,并描述了一種具有實際效果的混合(光學和觸覺)齒輪測量方法。
在學術領域,光學齒輪計量在2000年左右開始受到更多關注。1997年,一份出版物試圖推銷在齒輪計量中使用光柵的想法。2003年,討論了齒輪計量和分析的新方法,包括光學計量。2005年和2006年,演示了用于齒輪計量的條紋投影(結構光)。GOM(蔡司)使用并優化的一項技術,用于快速3D采集相當大的零件,例如汽車零件(例如門)甚至整車。2011年,展示了干涉測量系統。隨著尼康于2012年為其光學輪廓測量設備申請了專利,業界慢慢開始加入這一進程。格里森于2017年展示了用于多傳感器齒輪檢測系統的激光技術,并于2019年展示了采用集成激光技術的齒輪滾動系統。此外,學術界于2019年展示了一種使用先進干涉技術的復雜方法,即數字多波長全息術。DWFritz因其使用多個激光三角測量傳感器的非接觸式計量技術ZeroTouch榮獲2020年Fest & Sullivan 最佳實踐獎。
Klingelnberg從1992年開始展示了學術級和工業級原型,包括激光三角測量、2004年的條紋圖案投影、2011年的白光傳感器和2015年的干涉光纖傳感器。由此,定制的激光三角測量系統于2017年推向市場,定制的白光傳感器于2018年展示。第一個白光傳感器系統與P 26 齒輪測量機完全集成,并用于Klingelnberg的混合計量概念不久后就交付給客戶了。
應該指出的是,混合計量學一詞確實缺乏明確的定義。混合計量用于使用光學和觸覺元件的直接組合(值得注意的提及)來表征混合傳感器,以及以串行或并行方式使用分離的觸覺和光學傳感器的方法。該出版物中更詳細地描述了該方法,該方法結合使用了觸覺系統和單獨的光學傳感器。
用于齒輪計量的光學傳感器
雖然計量行業和科學界使用了幾種不同的傳感器,但光學齒輪計量的三種主要傳感器類型是激光三角測量、結構光投影和白光傳感器。
激光三角測量
激光三角測量是齒輪計量最常見的系統,也經常用于其他工業應用。激光三角測量可實現緊湊、快速且經濟實惠的系統,這些系統可從不同的OEM制造商處獲得。根據應用,可以使用單點系統和線傳感器。典型的激光顏色為紅色(約655 nm)或藍色波長范圍(455 nm),每種顏色對表面散射過程都有不同的影響。激光系統的功率通常為3R級或更低,從而產生輸出功率小于5 mW 的可見光。具有較高輸出功率或不可見光束的激光器可能很危險,并且計量系統可能需要特殊的保護和安全功能。雖然商用系統可以達到50 kHz 左右的采集速率(Keyence、Micro-Epsilon、和其他)以公平的價格計算,眾所周知,可實現的精度存在根本限制。該主題在2021年針對齒輪形狀測量進行了討論,并與共焦色原理進行了比較。對于長時間測量,必須仔細控制緊湊型傳感器的溫度行為。
結構光投影
結構光投影或條紋圖案投影的想法是基于對不同的眾所周知的圖案的不同行為的了解,這些圖案被投影到目標上并使用立體相機設置進行成像。所使用的軟件算法、圖案結構、所使用的圖案的數量、甚至所使用的光的波長可能會根據制造商或科學家的不同而有所不同。然而,傳感器系統適用于較大零件的快速、完全數字化。因此,該技術已經成熟,可以從不同的制造商(GOM Metrology、Keyence等)購買。自2005年左右以來,學術界一直在討論準確性和提高準確性的潛力。根據樣品的表面類型,如齒輪。
白光傳感器
白光傳感器一詞并不具體,可以應用于多種傳感器技術。在大多數情況下,共焦彩色傳感器或干涉傳感器都用術語白光傳感器來描述。共焦彩色傳感器是共焦傳感器的高級版本,用寬帶光源取代單色光源,并用更復雜的光譜儀取代簡單的基于強度的點檢測器。通過對光譜儀光譜信息的智能解釋,對共焦設置的這種修改獲得了獲取空間線區域距離信息的能力,但失去了原始設置的橫向分辨率和簡單性。OEM和獨立系統可從不同的供應商處獲得(例如Micro-Epsilon、Precitec、Keyence)。干涉傳感器利用寬帶光源的低時間相干性以及光譜儀或可調諧光源與更簡單的強度檢測器相結合來生成距離信息。更詳細的解釋可以在一篇有關光學相干斷層掃描(OCT)的評論論文中找到,這是一種廣泛應用于醫學和生物界的技術。這兩種技術都可以使用光纖輕松分離不同的光學組件(例如,傳感器頭、電子器件和光源),從而更容易進行熱管理。更詳細的解釋可以在一篇有關光學相干斷層掃描(OCT)的評論論文中找到,這是一種廣泛應用于醫學和生物界的技術。這兩種技術都可以使用光纖輕松分離不同的光學組件(例如,傳感器頭、電子器件和光源),從而更容易進行熱管理。更詳細的解釋可以在一篇有關光學相干斷層掃描(OCT)的評論論文中找到,這是一種廣泛應用于醫學和生物界的技術。這兩種技術都可以使用光纖輕松分離不同的光學組件(例如,傳感器頭、電子器件和光源),從而更容易進行熱管理。
值得注意的提及
有組合式觸覺/光學測量系統,例如Werth光纖探頭或Renishaw SP25M。雖然技術方面很有趣,但它們對齒輪計量界的影響似乎有限。對于其他方法來說也是如此,例如使用光學頻率梳或純激光共焦傳感器。對于齒輪的小特征或非常小的齒輪(微型齒輪),可以使用焦點變化技術或先進的散射光技術。這兩種方法均可從不同的公司購買,包括Confovis、Keyence、Alicona和Optosurf。然而,即使對于小齒輪或粗糙度等特征,觸覺系統仍然是黃金標準。針對不同技術(例如干涉測量)出現的相位展開問題,Wang等人討論了齒輪齒面。2020年。
分辨率、準確性和再現性
在光學計量領域,術語分辨率用于描述系統的性能。詳細討論了具有不同標準(例如瑞利、Sparrow和阿貝)的橫向和軸向分辨率以及相干和非相干照明的情況。對于工業環境中的齒輪計量來說,這個討論不太重要。盡管如此,還是值得更精確地指出一些方面。
光斑尺寸與觸覺觸摸尺寸
眾所周知,觸覺測量系統所使用的球體的尺寸(直徑)會影響測量結果。可以使用數學形態濾波器來描述影響,以描述或模擬觸筆的機械濾波器,如DIN EN ISO 16610-41中的標準化。甚至還討論了多尺度形態濾波器是否可以直接用于齒輪故障檢測,但使用噪聲數據而不是幾何數據。關鍵的一點是,樣本(齒輪)的實際表面與測量表上看到的特征數據點之間存在差異。一般來說,這種差異取決于測量點的大小和物理行為以及測量軟件使用的附加濾波器。典型結果如圖1所示。
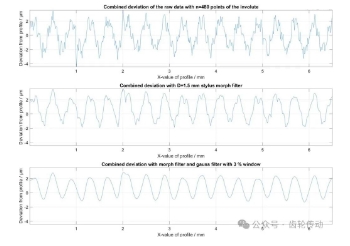
圖1 頂部的行顯示了齒輪輪廓6.5毫米滾動路徑上的480個數據點的模擬輪廓偏差。中間的行顯示了使用1.5毫米觸筆的形態濾波器的影響。底部的行顯示應用高斯濾波器(3%窗口)的數據。
通過解釋結果,讀者必須記住,數據是模擬數據,其唯一目的是演示觸筆的機械濾波器(由形態濾波器說明)和高斯濾波器(如在典型齒輪上看到的)的影響測量表。從這個例子可以看出,雖然高頻分量可能發生巨大變化,但信號的低頻分量(輪廓偏差)大部分保持不變。因此,根據齒輪特征的類型,數據可能會根據觸針尺寸以及測量技術而變化。其原因是,與技術表面上的觸覺筆相比,大多數光學系統在齒輪側面上的光斑尺寸或觸摸面積較小。此外,事實上,機械系統和光學系統之間的“接觸”物理現象或測量系統與物體之間的相互作用是不同的。換句話說,數據的準確性與齒輪上的特征類型(低頻或高頻)以及所使用的計量技術(接觸尺寸和物理)有關。為了實現最高精度,需要某種專業知識,可能由計量制造商或科學界開發的智能軟件算法提供。
準確性和重復性
測量系統分析常用的方法是類型1研究,該方法將產生 從一系列至少 n = 25 次測量中獲取的Cg 和 Cgk值 (參考文獻26、27)。Cg值提供了有關再現性的信息,主要由測量過程的標準偏差(西格瑪)表示,而Cgk 值 則添加了有關研究的準確性(測量值與實際值之間的差異)的信息。
Cg 值定義為:
其中 dt 是繪圖公差系數,默認值為20% (0.2),T是繪圖公差本身,si 是西格瑪間隔系數(通常為4,有時為6), v 是標準差。Cg 和 Cgk常用的目標值為 1.33。標準差 v 由下式給出:
其中n(25或更多)表示測量次數,x i 是索引i的測量結果,x?是所有n個測量結果的平均值。
圖2顯示了客戶的目標Cg為1.33、dt為0.2、si為6的給定公差所需標準差的快速示例。
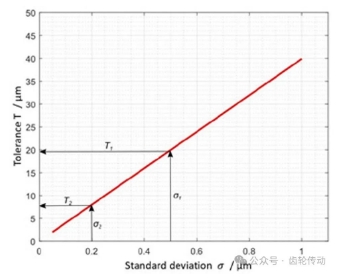
圖2 目標Cg為1.33的示例的圖紙公差和所需標準偏差。
雖然所需的再現性由圖紙公差給出并且取決于應用,但對于汽車行業中的大多數齒輪特征來說,一個好的值是0.1 µm 左右的標準偏差。
設置
在實驗中,使用了第六代Klingelnberg P26 計量系統,該系統配置用于混合計量,具有光學傳感器包以及相應的2021年9月版本的軟件。所采用的觸覺系統是Klingelnberg專有的3D Nanoscan 觸覺探測系統。該光學系統是專有的非接觸式HISPEED OPTOSCAN,基于定制白光傳感器,光斑尺寸約為12 µm。
CMM上光學傳感器的基本精度和再現性
CMM精度和再現性方面的基本限制是由其定義和檢索其中心/零位置的能力給出的,或者換句話說,由校準定義的。雖然該限制受到光學傳感器本身的能力(例如分辨率)的影響,但它也受到CMM底盤的機械和熱穩定性、平移臺的質量、電機控制單元、溫度控制、軟件應用的過濾器和多種其他影響。
定義該校準過程的可重復性的研究通常是在高度受控環境中的明確條件下進行的,例如在用戶影響最小的隔振氣候室中。在這些條件下使用克林貝格雜交P26,并在樣本量為 n = 100 的研究中進行分析。結果如圖3所示。
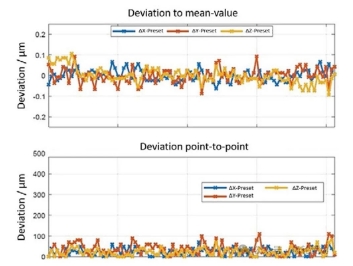
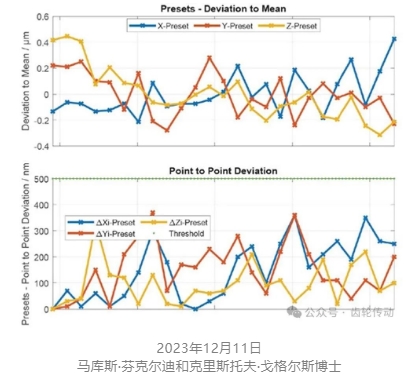
圖3 在受控條件下進行n = 100 次測量的預設研究。頂部的圖表顯示了每個軸(xyz)與平均值的偏差,底部的圖表顯示了測量之間的變化。
結果表明,在近乎完美的條件下,最大誤差約為200 nm,x軸分量的標準偏差為28 nm,y軸分量的標準偏差為35 nm,z軸分量的標準偏差為38 nm。就測量系統分析而言,這將導致工藝就緒的公差,對于 Cg = 1.33 的相當具有挑戰性的目標,具有6 v 間隔和1.6 µm 的0.2拉伸公差。
物理限制
雖然光學計量廣泛應用于不同的工業、醫學和生物領域,但齒輪界對其性能和行為一直持懷疑態度,而且光與物質之間的物理相互作用給光學齒輪計量帶來了局限性。
吸收和反射
這種方法的主要限制是每個光學計量系統都需要返回某種類型檢測器單元的光。兩個物理過程可能會限制此路徑:吸收和反射。例如,具有相當高光吸收率的目標(例如啞光黑色目標)永遠不會成為光學計量的良好目標。對于反射率非常高的目標(例如鏡狀物體)也是如此,因為光將遵循反射定律,這在齒輪計量的情況下通常意味著反射光不會再次到達傳感器。雖然這兩種情況在齒輪行業都有可能出現,但在汽車行業甚至整個行業本身卻不太可能出現。類似但不常見的情況是透明(塑料)齒輪,
污垢、灰塵、鐵銹和油污
與污垢對測量結果的影響有限的觸覺筆不同,非接觸式光學技術將光路中的每個障礙物作為物體的一部分進行測量。為了達到最高的質量水平,需要清潔和干燥的物體。如果在生產過程中仔細執行齒輪的標準清潔過程(離心和使用氣壓),則認為這不會對結果產生重大影響。不過,這需要提前檢查。
陰影和探測角度
例如,根據所使用的傳感器技術,如果照明光束和檢測光束分開,齒輪的典型幾何形狀可能會導致陰影。這意味著齒輪的一部分被其他部分阻擋,從而導致齒輪上出現死角。通過對測量運動進行復雜的計算,通常與傳感器頭的附加旋轉和/或平移臺相結合,可以部分避免這種情況。
與接觸過程始終與表面正交的觸覺探頭相比,大多數光學傳感器系統并非如此。如果光學傳感器頭遵循齒輪的幾何形狀,則其速度優勢的主要部分將被削弱。需要考慮這個過程的影響。然而,這主要與高頻特征相關,例如粗糙度。
在下一節中,將提供用于齒輪分析的光學/混合計量任務的實際示例。此示例重點關注齒輪的節距測量。這是齒輪的行業標準計量任務,與其他計量任務相比,它占用了大部分測量時間。目標是展示混合計量概念相對于僅觸覺測量速度的方法的改進。此外,通過進行校準研究證明了系統的總體精度。
混合計量用例示例
雖然在非常受控的環境中測量的結果是最佳情況的演示,但經驗豐富的工程師會詢問現實世界的情況。
在Klingelnberg Hybrid P 26的標準預驗收過程中收到了以下結果。測量條件與溫控車間相當。這意味著這絕對不是一個高級計量室,但也不是最糟糕的車間場景。對于驗收程序的第一部分, 進行了n = 25 的校準(預設)研究。結果如圖4所示。
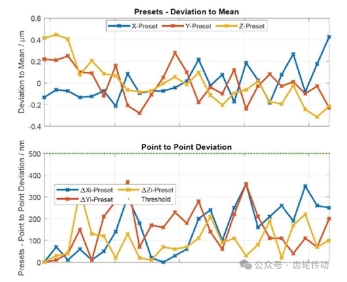
圖4 使用Klingelnberg Hybrid P 26 的光學傳感器在生產車間中進行n = 100 次測量的預設研究。頂部的圖顯示了每個軸(xyz)與平均值的偏差,底部的圖顯示了顯示測量之間的變化。
結果表明,最大誤差約為640 nm,x軸分量的標準偏差為156 nm,y軸分量的標準偏差為161 nm,z軸分量的標準偏差為200 nm。
對于第二部分,在類型1研究中使用了 經過DAkkS認證的齒輪,其z = 63 個齒、法向模數 mn = 1.52 mm、壓力角為17度、螺旋角為31.5度,并進行了n = 25 次測量。使用基于DIN ISO 1328 的質量等級4的齒輪公差,滿足基于VDI/VDE 2612 / 2613 的A級測量機的要求。根據預驗收程序,繪圖公差系數為0.2,并使用四西格瑪區間。結果如圖5所示。
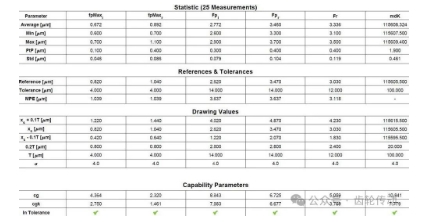
圖5 對n = 25 次測量的1類研究進行統計分析,顯示所有指數特征的Cg和Cgk值均顯著大于1.33的目標,表明測量工具功能強大。在生產環境中使用Klingelnberg Hybrid P 26 的光學傳感器進行測量。
ISO 1328 中描述了用于螺距偏差分析的參數,fpMax 是單個螺距偏差的最大值,Fp 是總累積螺距偏差,單位為µm,Fr 是跳動,單位為µm,mdK 是球的直徑尺寸,單位為µm。微米。下標l表示齒輪的左齒面,r 表示齒輪的右齒面。
與觸覺(點)方法相比,對于所使用的齒輪,光學指數測量方法的速度提高了約70%,而對于觸覺側面方法,速度提高甚至更大。這取決于齒輪的法向模數以及壓力角。與壓力角為17度的齒輪相比,稍大的壓力角(例如20度)將帶來更大的速度優勢,通常達到80%左右的速度增益。說到相對值,測量時間的絕對增益還取決于齒數。一般來說,更多的牙齒會給光學方法帶來更大的時間效益。
討論
在Klingelnberg Hybrid P 26 上執行的光學指數測量方法的實際結果表明了幾個結論:
用于指數測量的光學計量是一種能夠加速齒輪測量的強大工具,即使是基于類型1研究結果的高質量齒輪,還留有一些余量。
索引測量的相對加速可能相當高(80%),這對總體測量時間有影響,因為索引測量是最耗時的測量。一般時間的改進或齒輪吞吐量的更好的每日增益取決于為完整的質量控制過程執行的其他任務的數量以及齒輪的幾何形狀。測量四個齒上的輪廓和導程、第一個齒上的扭轉檢查、索引測量、跳動以及尖端和根部直徑以及工件軸位置檢測的典型過程仍然可以受益于15之間的光學索引測量指示。齒輪每日吞吐量增加%至30%。
正常生產環境中的預設測量顯示,預設值會根據溫度變化而出現微小漂移,如圖4所示。預設值的這種漂移與材料(例如,用于固定光學元件)的膨脹有關,基于溫度變化。通過對溫度補償模型進行額外調整以將光學系統包括在內,將來可以將這種漂移降至最低。目標是在標準生產環境中實現優化的標準偏差。
僅當速度的提高不會帶來精度或再現性的損失時,齒輪的光學計量才被接受。兩者都需要在現實環境中使用經過認證的主零件進行研究來檢查。齒輪測量界面臨著現代齒輪公差相當低的挑戰,特別是在電動汽車、觸覺和光學計量領域。
這項研究的結果表明,與純觸覺方法相比,混合音高測量具有很大的優勢。未來將證明這項技術是否會在業界得到廣泛接受。然而,從我們的角度來看,這項技術是有前途的。
總結與展望
基于當今的技術,光學計量如果嵌入混合計量概念中,將是一種強大的工具,可以增強用戶的齒輪計量體驗。它可以提高特定任務(例如指標測量)的測量速度,從而降低質量成本。
此外,如果未來的測量任務具有相當大的復雜性,光學計量將有利于它們。所有未來的質量控制策略,例如地形測量、100%工業4.0、閉環或整體方法,都將需要復雜的測量策略。因此,現代質量控制將受益于快速光學計量。與觸覺金標準相比,光學計量是否具有相似或更好的精度。
我們認為混合方法雖然仍需要一些微調和更廣泛的功能,但它是齒輪計量的未來。