主減速器在汽車的傳動系統中起到降低轉速,增大轉矩,同時改變轉矩旋轉方向的作用,其由一對或幾對減速齒輪副構成,依靠齒數少的齒輪帶動齒數多的齒輪實現減速,采用圓錐齒輪傳動改變轉矩旋轉方向,主動錐齒輪即是此部分系統中重要的傳動組成部件,其將動力輸入,并傳遞給從動齒輪,實現控制汽車轉向系統,調整內外車輪線速度,從而實現汽車車輪平穩轉彎。
錐齒輪的加工工藝為:下料→熱鍛造→正火(預先熱處理)→粗加工→精加工→滲碳淬火→回火→精磨成型。預先熱處理可以消除奧氏體組織的不均勻分布,消除鍛造過程中產生的應力,減少裂紋出現的機會,改善切削加工性能,為最終的淬火、回火熱處理做準備 。
本文研究的汽車主減速器齒輪未到正常服役期時,發生異常斷裂,該件設計標準要求表面有效硬化層深 0.8 ~ 1.1 mm,表面硬度 58 ~ 64HRC,基體硬度 32 ~ 48HRC。對此,進行了全面分析檢測,為后期生產提供一定的理論指導。
一、分析檢測
宏觀觀察
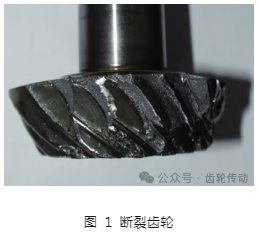
主動錐齒輪輪齒大部分斷裂,未斷裂輪齒根部也已出現宏觀裂紋,觀察斷裂面,可在其中兩處斷齒上發現有明顯貝紋線裂紋擴展痕跡,屬低周疲勞斷裂,圖 1 為主動錐齒輪實物圖。
化學成分
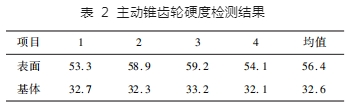
采用直讀光譜儀測定輪齒表層化學成分,齒輪材質為 20CrMnTiH 鋼,化學元素分析結果如表 1 所示,符合 GB / T 3077—2015 《合金結構鋼標準》中各元素含量的要求。
硬度試驗
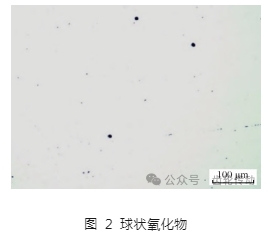
在殘留齒面及基體內部取樣,分別測定各部分洛氏硬度,試驗結果如表 2 所示,基體檢測值接近設計要求下限。齒輪表面平均硬度值低于設計要求,且硬度不均,表面硬度差距數值梯度大,說明表層存在異常組織,組織的不均勻性造成了硬度的差異。
表面有效滲碳硬化層深度測定
在表層 3 點處位置取樣,利用顯微維氏硬度計測量獲取齒輪表面有效硬化層深度平均值,為 0.86 mm (要求 0.8 ~ 1.1 mm),硬度界限值 550HV1。依據標準(GB / T 9450—2005《鋼件滲碳淬火硬化層深度的測定和校核》)鋼件滲碳淬火硬化層深度的測定和考核,測量結果超過要求最低值,符合設計要求。
金相分析
在斷齒處制取金相試樣,經粗磨、精磨、拋光,在金相顯微鏡下觀察非金屬夾雜物(其會破壞基體組織的連續性,改變材料力的分布形式,并在此處產生應力集中),在斷裂附近及基體均未發現明顯非金屬夾雜物,只存在少量球狀氧化物,均在 1 級以下,如圖 2 所示。因此其不是齒輪斷裂的主要原因。
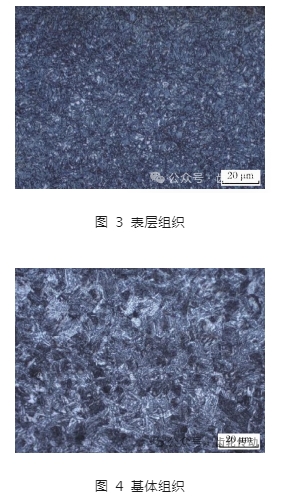
將拋光好的試樣經 4% 硝酸酒精浸蝕,洗凈、吹干、顯微觀察,未斷裂的齒輪表面滲碳硬化層顯微組織為細針馬氏體 + 少量殘余奧氏體,如圖3 所示,其顯微組織屬正常淬火后產物;心部顯微組織為板條狀貝氏體 + 索氏體(圖 4),該組織會導致齒輪抗彎強度降低。但鑒于位于心部位置,不是主要受力部位,對齒輪斷裂影響不大。
斷裂的齒輪根部表面存在網狀非馬氏體組織,測試其深度約為 0.04 mm(圖 5)。滲碳(碳氮共滲)在淬火后零件表面理想的組織應該為細針狀高碳馬氏體,但因為熱處理工藝及加工工藝等工序諸多不可控的因素,在齒輪表面形成了貝氏體、屈氏體(珠光體類)等一些非馬氏體的混合組織,造成了嚴重的質量缺陷。非馬氏體組織深度如果超標嚴重,在力學性能上就會出現零件表面硬度低的現象,影響硬度梯度,出現測試硬度不均勻的結果。
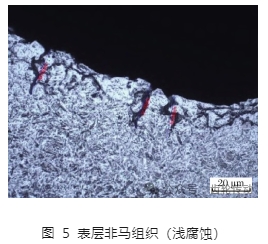
齒輪齒根部存在非馬氏體組織,國家汽車行業標準 QC / T 262—1999《汽車滲碳齒輪金相檢驗》規定齒輪表面非馬氏體組織最深不得超過 0.02 mm,該齒輪表面非馬氏體深度為 0.04 mm,且呈網狀沿原奧氏體晶界滲透。較深的非馬氏體組織嚴重降低了齒輪表面硬度和耐磨性,以及疲勞極限,并由晶粒邊界或氧化物的應力集中區域萌生細微裂紋,形成裂紋源,使齒輪在后期服役嚙合時因抗彎強度不足而斷裂。
二、檢測結果討論
該齒輪表面有較深的非馬氏體組織,且呈網狀沿原奧氏體晶界滲透,該組織嚴重削弱齒輪表面及晶界強度,降低耐磨性和齒輪疲勞壽命(在相同作用力下,裂紋源的早期萌生,或者累計的裂紋損傷程度大都會降低齒輪疲勞系數,從而降低疲勞極限壽命),非馬氏體組織的存在首先造成齒輪表面硬度不均,使齒輪在服役過程中,易產生應力集中,而出現疲勞裂紋源,多裂紋源的繼續擴展最終導致齒輪斷裂,使齒輪的疲勞壽命大大縮短,這是齒輪失效斷裂的主要原因。
三、改進措施及效果
解決非馬氏體組織產生的源頭有兩個主要途徑:一是選材時盡量減少會優先選擇性氧化的元素(不同元素被優先氧化的順序為 C > Ce > Ba > Mg > Al > Ti > Si > B >V >Nb > Mn > Cr> Cd > Fe > P > Mo > Sn > Ni > As > Cu);二是減少滲碳氣氛的氧化性組分(如降低氧分壓等),解決目前國內齒輪問題,選擇第二種方式更易被生產商接受。
具體措施為:(1) 非馬氏體組織的產生說明熱處理爐內有氧化氣氛,應提升爐內滲碳氣氛的潔凈度,嚴格控制熱處理爐的密封性,可適當延長熱處理爐的排氣時間,使爐內的滲碳氣氛更純凈。(2) 本次失效的齒輪表層整體硬度偏低,適當提高表層硬度,可以提高齒面接觸疲勞強度。保證滲碳前工件表面的清潔度,提高表層硬度及均勻度。(3)滲碳過程中由于齒根部碳勢較高,且冷卻速度較其他部位慢,故齒根部易生成非馬氏體組織,需適當增加齒輪的淬火冷卻速度,以達到減輕或消除此缺陷的目的。
四、結語
依據改進建議,進行了熱處理工藝調整(包括氧化氣氛及淬火冷卻工藝),對新一批的齒輪進行了抽樣取點觀察,未發現明顯的網狀表層非馬氏體組織。徹底消除此組織對材質及熱處理工藝要求均很高,工藝的調整大大改善了齒輪表層的組織缺陷,從最終分析結果及改進后的效果可以得知,本文分析方法的有效性較高,且能為齒輪的處理工藝提供一定的指導意義。