齒輪是汽車重要組成部件,由于在高速下運(yùn)轉(zhuǎn),齒輪表面的嚙合部位必須具有較高的強(qiáng)度和耐磨性,齒根由于不斷地承受重復(fù)載荷,必須具備良好的彎曲疲勞性能,以避免出現(xiàn)裂紋導(dǎo)致材料斷裂。研究表明,脫碳是影響金屬材料旋彎疲勞性能的重要因素,旋彎疲勞性能是衡量產(chǎn)品質(zhì)量的重要指標(biāo),因此研究試驗(yàn)材料的脫碳行為和旋彎疲勞性能非常有必要。
本文采用熱處理爐對(duì) 20CrMnTi 齒輪鋼進(jìn)行表面脫碳試驗(yàn),分析不同加熱溫度對(duì)試驗(yàn)鋼脫碳層深度的變化規(guī)律; 采用 QBWP - 6000J 型簡(jiǎn)支梁疲勞試驗(yàn)機(jī)對(duì)試驗(yàn)鋼進(jìn)行旋彎疲勞測(cè)試,測(cè)定試驗(yàn)鋼疲勞性能,同時(shí)分析脫碳對(duì)試驗(yàn)鋼疲勞性能的影響,為實(shí)際生產(chǎn)中改進(jìn)生產(chǎn)工藝、提升產(chǎn)品質(zhì)量等提供合理參考。
一、試驗(yàn)材料及方法
試驗(yàn)材料為某單位提供的 20CrMnTi 齒輪鋼,主要化學(xué)成分如表 1 所示。脫碳試驗(yàn): 將試驗(yàn)材料加工成 Ф 8 mm ×12 mm 的圓柱試樣,表面要光亮無(wú)污漬。將熱處理爐分別升溫至 675 ℃、700 ℃、725 ℃、750 ℃、800 ℃、850 ℃、900 ℃、950 ℃、1 000 ℃,放入試樣并保溫 1 h,然后空冷至室溫。熱處理后的試樣經(jīng)鑲嵌、磨拋后,用4% 的硝酸酒精溶液侵蝕,采用金相顯微鏡觀察試驗(yàn)鋼脫碳層情況,測(cè)量不同溫度下脫碳層深度。旋彎疲勞試驗(yàn): 將試驗(yàn)材料按要求加工兩組旋彎疲勞試樣,第一組不進(jìn)行脫碳試驗(yàn),第二組進(jìn)行不同溫度下的脫碳試驗(yàn)。采用旋彎疲勞試驗(yàn)機(jī),對(duì)兩組試驗(yàn)鋼進(jìn)行旋彎疲勞測(cè)試,測(cè)定兩組試驗(yàn)鋼的疲勞極限,對(duì)比兩組試驗(yàn)鋼的疲勞壽命,采用掃描電鏡對(duì)疲勞斷口進(jìn)行觀察,分析試樣斷裂原因,探究脫碳對(duì)試驗(yàn)鋼疲勞性能的影響。

二、試驗(yàn)結(jié)果與分析
加熱溫度對(duì)脫碳的影響
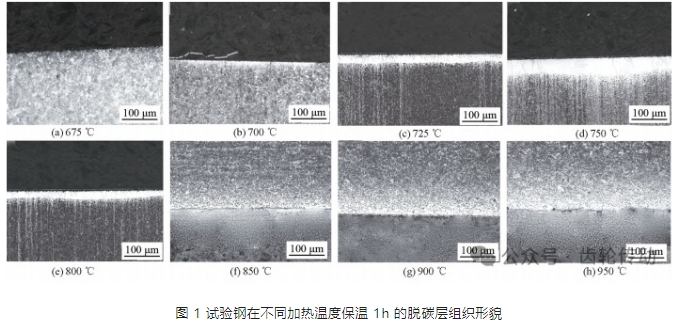
不同加熱溫度下脫碳組織形貌如圖 1 所示。從圖中可以看出,當(dāng)溫度為 675 ℃時(shí),試樣表面沒(méi)有出現(xiàn)脫碳層; 當(dāng)溫度升到 700 ℃時(shí),試樣表面開(kāi)始出現(xiàn)脫碳層出現(xiàn),為較薄的鐵素體全脫碳層; 隨著溫度升高到 725 ℃,試樣表面全脫碳層厚度明顯增加; 750 ℃全脫碳層厚度達(dá)到最大值,此時(shí)鐵素體晶粒較為清晰、粗大; 當(dāng)溫度升到 800 ℃ 時(shí),全脫碳層厚度開(kāi)始明顯減小,其厚度降為 750 ℃時(shí)的一半; 當(dāng)溫度繼續(xù)升到在 850 ℃ 及以上時(shí),試驗(yàn)鋼全脫碳層厚度持續(xù)減少,半脫碳層厚度開(kāi)始逐漸增加,直至全脫碳層形貌全部消失,半脫碳層形貌逐漸清晰。可見(jiàn),全脫碳層厚度隨溫度的升高呈先增后減的趨勢(shì),出現(xiàn)這種現(xiàn)象的原因是由于試樣在加熱過(guò)程中同時(shí)進(jìn)行著氧化和脫碳行為,只有當(dāng)脫碳速度快于氧化速度時(shí)才會(huì)出現(xiàn)脫碳現(xiàn)象。開(kāi)始加熱時(shí),全脫碳層厚度隨溫度的升高而逐漸增加,直到全脫碳層厚度達(dá)到最大值,此時(shí)繼續(xù)升溫,試樣氧化速度較快,超過(guò)脫碳速度,抑制了全脫碳層的增加,導(dǎo)致其出現(xiàn)下降的趨勢(shì)。可見(jiàn),675 ~ 950 ℃ 范圍內(nèi),750 ℃時(shí)全脫碳層厚度值最大,850 ℃ 時(shí)全脫碳層厚度值最小,因此,試驗(yàn)鋼加熱溫度建議為 850 ℃。
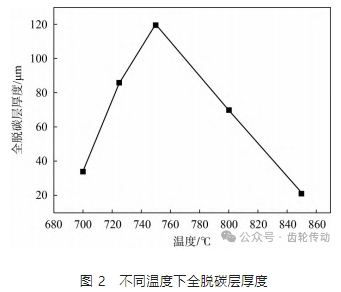
相比半脫碳層,全脫碳層厚度對(duì)材料性能有更加嚴(yán)重的負(fù)面影響,它會(huì)大大降低材料的力學(xué)性能,如降低強(qiáng)度、硬度、耐磨性以及疲勞極限等,還會(huì)增加裂紋敏感度、影響焊接質(zhì)量等。因此,控制全脫碳厚度對(duì)提升產(chǎn)品性能意義重大。圖 2 為全脫碳層厚度隨溫度的變化曲線,更加清晰地展示了全脫碳厚度的變化,從圖中可以看出,在 700 ℃時(shí)全脫碳層厚度只有 34 μm 左右; 隨著溫度升高到725 ℃,全脫碳層厚度明顯增加,為 86 μm,比 700 ℃時(shí)全脫 碳層厚度的 2 倍還多; 當(dāng)溫度升高到 750 ℃時(shí),全脫碳層厚度達(dá)到最大值 120 μm; 隨著溫度繼續(xù)升高,全脫碳層厚度開(kāi)始大幅下降,800 ℃ 時(shí)降到 70 μm,到 850 ℃時(shí)降到最小值 20 μm 左右。
脫碳對(duì)旋彎疲勞性能的影響
為研究脫碳對(duì)彈簧鋼疲勞性能的影響,進(jìn)行兩組旋彎疲勞試驗(yàn),第一組為不脫碳情況下直接進(jìn)行疲勞試驗(yàn),第二組是進(jìn)行完脫碳行為后在同一應(yīng)力水平下( 810 MPa) 進(jìn)行疲勞測(cè)試,脫碳工藝為 700 ~ 850 ℃下保溫 1 h。
第一組試樣的疲勞壽命如表 2 所示。從表 2 可以看出,在不脫碳的情況下,試驗(yàn)鋼僅在 810 MPa 應(yīng)力水平下循環(huán)次數(shù)為 107 次,試樣未發(fā)生斷裂; 當(dāng)應(yīng)力水平超過(guò) 830 MPa 以上時(shí),部分試樣開(kāi)始出現(xiàn)斷裂; 當(dāng)應(yīng)力水平在 850 MPa 以上時(shí),疲勞試樣全部斷裂。
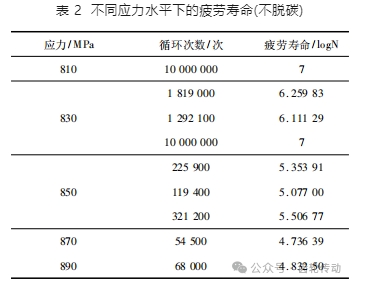
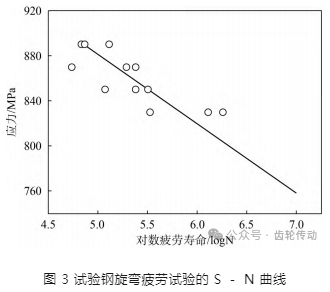
為測(cè)定疲勞極限,特采用成組法測(cè)定試驗(yàn)鋼疲勞極限,經(jīng)過(guò)數(shù)據(jù)統(tǒng)計(jì)分析,測(cè)定試驗(yàn)鋼疲勞極限約為 760 MPa; 為表征試驗(yàn)鋼不同應(yīng)力下的疲勞壽命情況,特繪制出 S - N 曲線,如圖 3 所示。從圖 3 中可以看出,不同應(yīng)力水平對(duì)應(yīng)不同的疲勞壽命,當(dāng)疲勞壽命為 7 的時(shí)候,對(duì)應(yīng)循環(huán)次數(shù)為 107 ,也就說(shuō)明此條件下試樣均為通過(guò)狀態(tài),其對(duì)應(yīng)的應(yīng)力值可近似看作疲勞強(qiáng)度值,即 760 MPa。可見(jiàn),S - N 曲線對(duì)判定材料的疲勞壽命具有重要的參考價(jià)值。
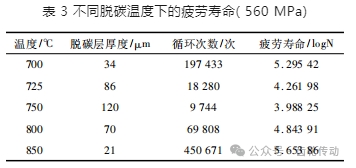
第二組試樣的疲勞壽命如表 3 所示。從表 3 可以看出,試驗(yàn)鋼經(jīng)不同溫度脫碳處理后,循環(huán)次數(shù)明顯減少,均超過(guò) 107 ,疲勞試樣全部斷裂,疲勞壽命大大降低。結(jié)合上述脫碳層厚度隨溫度的變化曲線可以看出,750 ℃ 時(shí)脫碳層厚度最大,對(duì)應(yīng)的疲勞壽命值最低。850 ℃ 時(shí)脫碳層厚度最小,對(duì)應(yīng)的疲勞壽命值相對(duì)較高。可見(jiàn),脫碳行為大大降低了材料的疲勞性能,且脫碳層越厚,疲勞壽命越低。
疲勞斷口分析
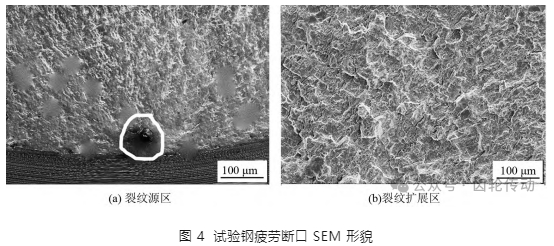
采用掃描電鏡對(duì)試樣疲勞斷口形貌進(jìn)行觀察,如圖 4 所示。圖 4(a) 為試樣裂紋源區(qū),圖中可以看出明顯的疲勞弧線,根據(jù)疲勞弧線找到疲勞源,可見(jiàn),裂紋源為“魚眼狀”的非金屬夾雜物,夾雜物處易造成應(yīng)力集中,產(chǎn)生疲勞裂紋; 圖 4(b) 為裂紋擴(kuò)展區(qū)形貌,可見(jiàn)明顯的疲勞條紋,呈河流狀分布,屬于準(zhǔn)解理斷裂,隨著裂紋不斷擴(kuò)展,最終導(dǎo)致斷裂。
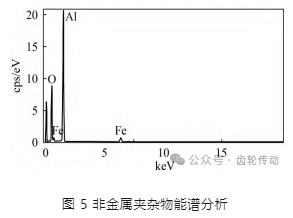
為判定圖 4(a) 中夾雜物的類型,特對(duì)其進(jìn)行能譜成分分析,結(jié)果如圖 5 所示。可以看出,非金屬夾雜物主要為 Al2O3夾雜物,說(shuō)明該夾雜物是引起夾雜物起裂的主要裂紋源。
三、結(jié)論
( 1) 將加熱溫度定位 850 ℃ 可以獲得最小的脫碳層厚度,以減小對(duì)疲勞性能的影響。
( 2) 試驗(yàn)鋼旋彎疲勞極限為 760 MPa。
( 3) 試驗(yàn)鋼起裂于非金屬夾雜物,主要為 Al2O3 夾雜物。
( 4) 脫碳嚴(yán)重降低試驗(yàn)鋼的疲勞壽命,脫碳層越厚,疲勞壽命越低。
參考文獻(xiàn)略.