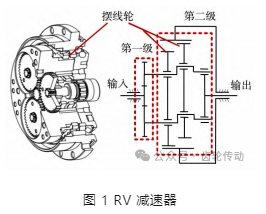
擺線輪是 R V 減速器(見圖 1)的核心零件,在整個傳動系統中位于第二級,零件具有高精度、低轉速、高負載和高可靠性等特征。減速器產品設計時常采用兩片擺線輪對稱 180°的結構方式布置,以平衡擺線輪運動產生的偏心載荷。擺線輪的制造精度要求達到微米級,以滿足 R V 減速器的綜合使用性能,對設備、工藝和人員的要求較高。
目前,針對擺線輪的學術研究主要集中在擺線齒廓的修形、擺線針動靜力學的嚙合特性及擺線齒廓精度檢測與評價。J.G.Blanche通過建立考慮制造誤差的數學模型,重點研究制造誤差對擺線減速器回差和轉矩波動的內在關系。軒亮對新型 FA 傳動減速器擺線針輪部分的尺寸鏈進行分析,研究各部分尺寸鏈的構成及封閉環的計算方法,并進行實例驗證。文獻分別采用“偏心距 + 等距 + 移距”“等距 + 移距”及多點分段修形等方式,多角度對擺線齒廓進行修形研究,并對其修形效果進行驗證。楊玉虎建立了 R V 減速器中擺線行星等機構精度分析的誤差模型,揭示了機構中誤差傳遞過程以及反饋誤差與各構件原始誤差的耦合關系。鄭紅結合擺線輪零件工程設計圖紙,從工藝制造流程及生產關鍵要素控制等環節入手,深入探討了擺線輪的加工工藝,對工程實際生產有較大指導意義。付毅通過擺線傳動與有限元分析,確定了擺線輪的材料、加工工藝及磨削余量,并設計熱處理工裝減少變量。王淑妍為獲得高精度錐形擺線輪齒廓面,采用“圓弧砂輪”磨削加工,并進行理論和實物驗證。鄧效忠利用成型法精密磨削擺線,建立相應數學運動模型,重點對擺線廓線方法及砂輪實際修形軌跡進行分析。文獻針對擺線輪實際加工過程的加工流程、工藝方案,修形方法和制造過程進行詳細說明。為了減小擺線齒廓的測量誤差,文獻分別從測桿受力誤差,安裝軸線偏差及以節點為單齒參考點的測量方案,尋求更為精度的擺線齒廓制造誤差。
通過以上分析,針對擺線輪的研究更多側重于擺線齒廓的研究,缺乏對擺線輪精密制造工藝的系統分析。本文從工程角度出發,分析擺線輪的結構特征和使用工況要求,依據實際工程制造圖紙的設計要求,從擺線齒廓加工方法、材料選擇與熱處理方案、尺寸精度測量與評價 3 方面對擺線輪的精密制造工藝進行詳細分析和介紹,為擺線類零件的精密制造提供了借鑒和指導。
一、結構特征與制造工藝流程
擺線輪位于 R V 減速器第二級傳動位置,依托于減速器高精度、高承載等特點,擺線輪性能具體要求如表 1 所示,零件結構示意如圖 2 所示。3 處曲柄軸孔承接第一級行星齒輪高轉速低轉矩輸入的同時,連接第二級運動輸出;外部擺線齒廓通過與針齒嚙合實現第二級低轉速大負載的傳動;零件設計輸入軸過孔和行星架過孔,以滿足 R V 減速器結構緊湊的設計要求。

擺線輪關鍵加工尺寸如圖 3 所示,擺線輪的關鍵制造要素集中在左右兩端面 A、曲柄軸孔 B 和外擺線 C,3 處,制造難度和重要性如表 2 所示。
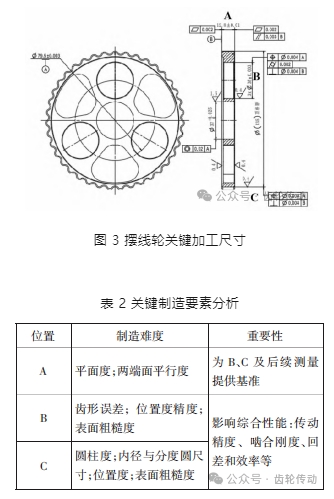
由表 2 可知,為保證 R V 減速器高精密傳動要求,擺線輪需先加工左右端面 A,再以 A 為基準加工 3 處曲柄軸孔 B 和外擺線 C,尺寸和形位精度均控制在微米級。同時規范零件材料的晶相組織及熱處理方案,滿足高轉矩、大速比和高可靠性的應用工況要求。
基于上述分析,提出擺線輪加工工藝流程如表 3 所示。
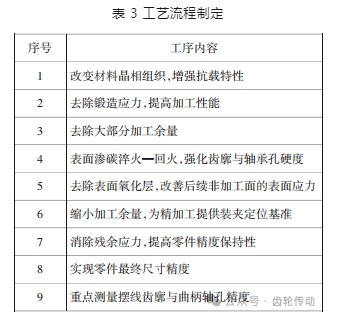
表 3 中介紹了擺線輪加工的標準工藝流程,該流程涵蓋了該零件的整體制造脈絡。雖然制造企業對工藝認知存在不同領域的側重性和具體精密制造方法的差異性,但擺線輪精密制造最終均要落實到加工余量控制、加工基準選擇以及裝夾定位誤差控制等方面。
加工余量控制主要涉及鍛造毛坯放量、工序間加工余量分配、熱處理變形及去材變形等。加工基準選擇主要涉及關鍵尺寸要素之間制造銜接關系,精加工之前工序應多遵循互為基準的原則,控制形位精度一致性;精加工工序應多遵循基準統一原則,最大限度減少找正誤差,保證零件最終圖紙要求。裝夾定位誤差控制主要為設計與零件精度要求相匹配的工裝夾具,盡量保證關鍵制造要素的一次加工完成,最大限度降低機床、刀具及環境對零件精度的影響。
二、擺線齒廓加工
擺線齒廓加工精度直接影響 R V 減速器的綜合性能,相關企業和高校已將研究重點集中于齒廓的精密加工。目前,擺線齒廓加工方法主要有銑削、電加工和磨削,根據零件不同階段硬度與精度的加工要求,齒廓粗加工對精度和表面粗糙度要求不高,一般采用銑削和電加工,是利用數控程序插補實現零件滲碳淬火前齒廓開粗的加工方法;精加工一般采用磨削方法達到設計圖紙所要求的尺寸、形位精度與表面粗糙度,其主要難點具體為磨削方法、零件裝夾定位、擺線齒廓參數設定及砂輪修整。
擺線磨削方法
擺線磨削方法類比齒輪加工,主要分為成型法和展成法,如圖 4 所示。
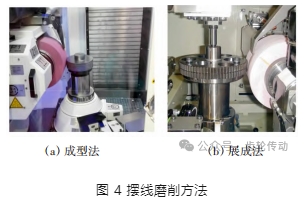
成型法和展成法加工時,砂輪主軸與零件回轉主軸均呈 90°布置,但成型法是在高精度編碼器控制下,通過零件安裝軸的高精度分度實現擺線齒廓的逐齒加工;展成法是在高精度伺服電機驅動下,精確控制零件安裝軸轉速實現擺線齒廓的連續加工。根據其加工原理的差異,采用成型法加工擺線需注意多個擺線齒之間的角度誤差,而展成法加工擺線更多關注每個擺線齒自身的齒形公差。
零件裝夾定位
零件裝夾定位主要是根據既定的工藝路線與制造設備選擇不同的裝夾方案,擺線輪常用基準如圖 5 所示,主要涉及到裝夾基準 B 和定位基準 A 和 C。
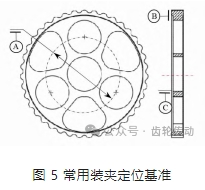
目前,適用于擺線的加工方案主要有 2 種。方案一是以基準 B 和 C 裝夾零件,找正曲柄軸孔后壓緊工件,實現擺線加工。該方案操作簡單,但對曲柄軸孔與基準 C 的位置度要求高,目前部分精密磨削設備具備雙主軸,可實現外齒廓和內孔的同時加工,保證擺線與曲柄軸孔的一次裝夾加工完成,在這種情況下該工藝方法不僅簡化工藝過程,提高加工效率,而且能夠保證形位精度。方案二是以基準 B 和 A 裝夾零件,直接壓緊擺線輪后加工擺線,該方法最大好處是不再需要定位基準 C 作為中間基準,保證加工后擺線齒廓與曲柄軸的形位精度直接滿足零件的實際使用要求,但主要難點在于工裝的加工精度要與擺線輪精度相匹配;零件裝夾時要保證工裝與零件之間不存在定位間隙;且工裝初始找正時,要保證定位基準 A 和機床回轉主軸之間有較好的同軸度。
擺線齒廓參數設定
擺線齒廓參數設定主要涉及擺線齒廓的修形曲線和加工設備功能匹配。目前,擺線的標準齒廓曲線方程為:
式中:xc 及 yc 為擺線齒廓坐標點;rp 為針齒分度圓半徑;rrp 為針齒半徑;θ 為轉臂相對于某一針齒中心矢量的轉角;k1 為短幅系數;iH 為擺線輪與針輪的相對傳動比;e 為偏心距;ZI 為針齒數;ZC 為擺線齒數。
目前,專用磨削設備均配備擺線加工模塊,基于傳統修形方式,通過輸入相應的擺線設計參數實現零件修形加工。針對類擺線或特殊曲線,還可通過特定曲線識別或者給定點坐標的方式進行加工,為保證最小曲率的加工要求,給定曲線時一般采用差值擬合的方式。應注意不同磨削設備齒廓曲線的識別要求,避免出現過切或干涉等問題。
砂輪修整
砂輪修整主要是通過砂輪修整器上的 CBN 滾輪將砂輪修整為所需擺線齒廓形狀,目前主要有成型滾輪和 CNC 碟片 2 種修整方式,如圖 6 所示。
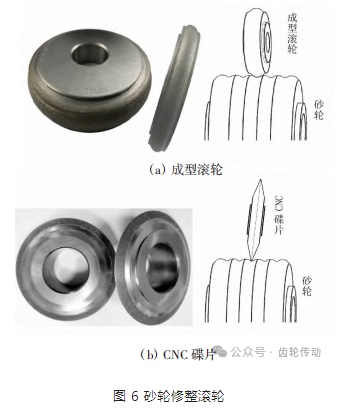
成型滾輪是將擺線齒廓復刻到滾輪表面,再用加工完成的成型滾輪對砂輪表面進行修整,最終將砂輪修整成擺線廓線。該方法齒形固定,適合大批量生產,但滾輪磨損后維修成本高。
CNC 碟片外表面采用圓弧尖點形式,通過機床內部程序控制,直接用尖點將砂輪修整成擺線廓線。該方法形式靈活,可以實時調整擺線曲線,但修整效率低,受機床與環境狀態影響較大。
三、材料選擇與熱處理方案
擺線輪材料選擇時主要側重于材料自身的淬透性及重載情況下的抗沖擊特性。目前,常見材料為軸承鋼(GCr15)及低碳合金鋼(CrMn、CrMo 合金)。
軸承鋼(GCr15)廣泛應用于軸承基體及 R V 減速器針齒銷制造,滿足強度承載要求,同時由于軸承、擺線輪和針齒整體的膨脹系數相同,選用該材料可提高擺線嚙合精度的穩定性,但回火脆性大。低碳合金鋼(CrMn、 CrMo 合金)廣泛應用于行星齒輪減速器中,其熱處理工藝方法成熟,適用于機器人減速器重載、變載荷的工況要求,而且材料牌號種類多,可選范圍大,無回火脆性。
選取某減速器擺線輪樣本,對其進行化學成分分析,結果如表 4 所示。通過 C、Cr 和 Mo 等核心成分與 20CrMo 和 GCr15 進行對比發現,其材料更接近于 20Cr-Mo。同時,針對樣本金相組織進行分析,如圖 7 所示。
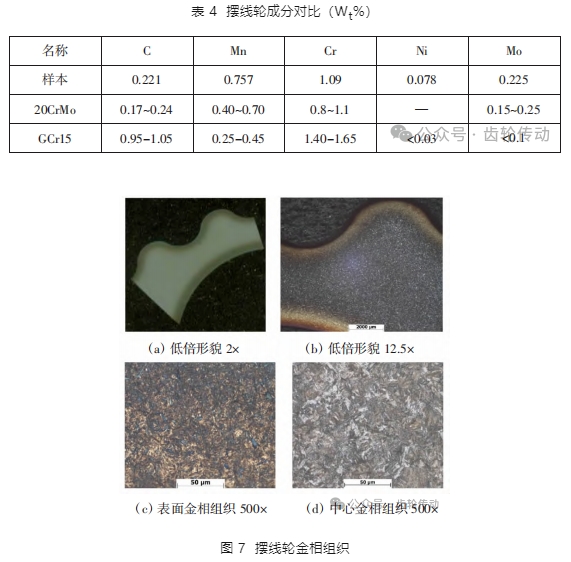
圖 7(a)和(b)分別展示了零件在低倍條件下的形貌特征,可明顯看出淬硬層深度,圖 7(c)和(d)可看出零件在表面和心部金相組織的差異,心部回火托氏體 + 鐵素體居多。
通過上述分析,擺線輪材料多偏向于低碳合金鋼(CrMn、CrMo 合金)材料,熱處理工藝更多偏向于外部齒廓的滲碳和整體的淬火—回火。
四、尺寸精度測量與評價
擺線輪尺寸精度測試難點主要是測量外擺線齒形精度和曲柄軸孔與外擺線的位置精度。
外擺線齒形精度測量方法主要有三坐標逐點掃描法和光學投影法,將得到的曲線與修形目標擺線對比,得出齒廓精度范圍。但這 2 種方法均有各自缺點,三坐標逐點掃描法屬于多點接觸測量,效率低,測頭磨損快,受零件加工表面粗糙度影響大。光學投影法采用光源照射直接投影的方法獲得零件的輪廓,受零件邊緣加工質量(如倒角、毛刺等)影響大,易出現邊緣對焦偏差,測量精度低于三坐標逐點掃描法。本文在嚴格把控表面粗糙度的情況下選用精度更高的三坐標逐點掃描法。
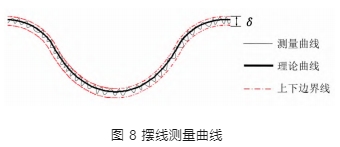
通過軟件計算,可以得到實際測出的擺線曲線與理論曲線對比圖,如圖 8 所示。得到兩條極限偏差曲線,兩曲線間距離 δ 就是擺線齒廓的加工誤差。
曲柄軸孔與外擺線的位置精度主要是在擺線測量模塊的基礎上,加入常規位置孔的測量,形成更為復雜的評價方法,不僅需要考慮擺線齒形,還要考慮曲柄軸孔的尺寸公差、圓度、多孔間分布精度及曲柄軸孔與外擺線的同軸度。由于涉及測量因素較多,該方面的高精度測量方案和評價方法有待于進一步研究和完善。
五、結論
本文針對 R V 減速器核心零件擺線輪展開研究,從結構特征與制造工藝流程、齒廓精密加工方案及工藝控制方法、加工常用材料及熱處理方法、測量技術與評價 4 個方面詳細闡述了擺線輪精密制造所涉及的關鍵技術,得出以下結論:
(1)擺線輪齒廓加工時,若采用成型法需注意多個擺線齒之間的角度誤差,若采用展成法需注意每個擺線齒自身的齒形公差。
(2)成型滾輪適合大批量生產,但滾輪磨損后維修成本高;CNC 碟片方法形式靈活,但修整效率低,受機床與環境狀態影響較大。
(3)擺線輪材料多偏向于低碳合金鋼(CrMn、CrMo 合金)材料,熱處理工藝更多偏向于外部齒廓的滲碳和整體的淬火—回火。
(4)三坐標逐點掃描法效率低,測頭磨損快,受零件加工表面粗糙度影響大;光學投影法受零件邊緣加工質量影響大,測量精度低于三坐標逐點掃描法。曲柄軸孔與外擺線的位置精度測量評價方法有待進一步完善。
經實際應用證明,依據本文介紹技術進行加工滿足實際工況需求,為 R V 減速器擺線輪精密制造提供參考與借鑒。
參考文獻略.