隨著汽車逐漸走入千家萬戶,其性能也經(jīng)受著重重考驗(yàn),各種售后問題的不斷出現(xiàn),拉低了整車的品牌形象和銷量。其中變速器的頓挫感及齒輪的磨合異響問題長期穩(wěn)居汽車故障排名的前十。
變速器作為汽車的核心零部件,備受整車企業(yè)的重視,其中的齒輪嚙合裝配工藝是重中之重,是常年困擾著企業(yè)的瓶頸工藝。在常規(guī)裝配工藝中,不論是壓力裝配還是螺栓裝配,都有廣泛應(yīng)用的壓機(jī)和擰緊槍可供選擇,無論應(yīng)用于手動(dòng)還是自動(dòng)工位,生產(chǎn)線的設(shè)計(jì)都有很大的自主性,如圖 1 所示。

但齒輪嚙合裝配工藝難點(diǎn)的攻克是個(gè)老大難問題,現(xiàn)有的設(shè)備方案及工藝路線都是基于國外整車企業(yè)的高端產(chǎn)品來實(shí)現(xiàn)的,不僅價(jià)格昂貴,更在話語權(quán)上受到國外供應(yīng)商的技術(shù)壓制。
高端設(shè)備的國產(chǎn)化一直是個(gè)重大課題,而國產(chǎn)化是無法一蹴而就的,只有長期的技術(shù)積累和大膽創(chuàng)新才能真正將創(chuàng)新的設(shè)計(jì)理念落地實(shí)施。
背靠 SGM 公司的智能化研發(fā)平臺(tái),工程師吃透嚙合裝配的工藝技術(shù),在充分的理論研討和試驗(yàn)驗(yàn)證后,從降成本的角度出發(fā),復(fù)刻嚙合壓裝設(shè)備并實(shí)現(xiàn)量產(chǎn),走出了國產(chǎn)化的第一步。
一、傳統(tǒng)齒輪嚙合裝配工位
齒輪副的種類簡介
齒輪副是變速器的基本組成部分,通常由多個(gè)齒輪組成,將軸向旋轉(zhuǎn)力從一個(gè)齒輪軸傳遞到另一個(gè)齒輪軸。齒輪間通過齒的嚙合為2個(gè)軸的旋轉(zhuǎn)建立關(guān)系,不同尺寸和齒數(shù)的齒輪使各個(gè)軸以不同的速度旋轉(zhuǎn),這就是變速器的基本工作原理。
齒輪副連接的種類多種多樣,除了普通的正齒輪、平行軸齒輪外,還有復(fù)雜的馬刺齒輪和螺旋齒輪。隨著變速器性能和效率的提升,設(shè)計(jì)也日益復(fù)雜。斜齒輪以其體積小、重量輕、傳遞扭矩大、起動(dòng)平穩(wěn)及傳動(dòng)比分級(jí)精細(xì)等特點(diǎn)脫穎而出,成為了變速器最常用的齒輪副。
斜齒輪的齒與旋轉(zhuǎn)軸成一定角度,與正齒輪的上下筆直不同,相互嚙合的斜齒的彎曲度也始終保持一致,如圖2所示。

斜齒嚙合比正齒嚙合更復(fù)雜,斜齒嚙合時(shí),由于一個(gè)齒輪上的齒面與相鄰齒輪的齒面不完全接觸,齒會(huì)逐漸相互滑動(dòng)。若兩個(gè)斜齒輪安裝在平行軸之間,嚙合產(chǎn)生的軸向推力就會(huì)推動(dòng)齒輪沿其旋轉(zhuǎn)軸轉(zhuǎn)動(dòng)。
傳統(tǒng)嚙合裝配工藝
嚙合裝配由于齒輪的特殊性,壓機(jī)需要尋找齒口,然后壓入,整個(gè)過程必須控制扭矩、角度和壓力,對(duì)設(shè)備的穩(wěn)定性和精度要求極高,這使得整體設(shè)備不僅設(shè)計(jì)復(fù)雜,維護(hù)困難,更是造價(jià)不菲。
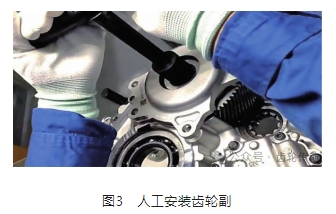
不少整車企業(yè)選擇了人工安裝,這需要熟練工以工裝定位齒輪副,再手持工具來進(jìn)行安裝,這樣的工藝對(duì)操作工的要求十分高,節(jié)拍更是冗長。在安裝完成后,還需要流轉(zhuǎn)到下一工位用百分表等儀器測(cè)量跳動(dòng)誤差、齒間間隙等,費(fèi)時(shí)費(fèi)力,單這個(gè)人工安裝工位就能成為整條生產(chǎn)線的瓶頸節(jié)拍工位。這樣的方案顯然不適合高產(chǎn)能、快節(jié)拍的生產(chǎn)線,如圖3所示。
自動(dòng)化生產(chǎn)線舍棄了人工安裝的工藝,工程師們?cè)O(shè)計(jì)專機(jī)夾具,配合伺服壓機(jī),整體由PLC進(jìn)行控制。這樣的壓裝可以應(yīng)用于正齒輪副的嚙合,直上直下的運(yùn)動(dòng)軌跡不需要壓機(jī)有其他的動(dòng)作,只要找準(zhǔn)齒口空隙,同時(shí)監(jiān)控壓力和位移,就能完成整個(gè)嚙合裝配過程。
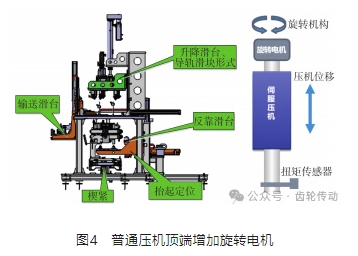
但對(duì)于斜齒輪,普通壓機(jī)顯然無法滿足工藝需求,由于斜齒嚙合時(shí)產(chǎn)生的軸向推力作用,斜齒副的平行軸會(huì)進(jìn)行反向旋轉(zhuǎn),此時(shí)壓機(jī)必須跟隨轉(zhuǎn)動(dòng),否則就會(huì)被卡死在齒間,造成裝配失敗。為了實(shí)現(xiàn)壓裝過程中的旋轉(zhuǎn),在壓機(jī)頂端增加旋轉(zhuǎn)電機(jī)和法蘭連接機(jī)構(gòu),可初步實(shí)現(xiàn)旋轉(zhuǎn)壓裝的功能,如圖4所示。
然而現(xiàn)實(shí)問題很快隨之而來。“齒輪裝配工位高達(dá) 20% 的故障率逼得我們恨不得住在設(shè)備邊上!”這是車間經(jīng)理的抱怨。
的確,這樣組合的旋轉(zhuǎn)機(jī)構(gòu)雖然能跟隨位移下降,帶著壓機(jī)進(jìn)行相應(yīng)的轉(zhuǎn)動(dòng),但缺點(diǎn)也十分明顯,旋轉(zhuǎn)動(dòng)作與壓機(jī)向下的運(yùn)動(dòng)是相互獨(dú)立運(yùn)行的,無法實(shí)現(xiàn)閉環(huán)反饋和動(dòng)態(tài)配合。
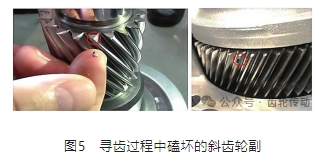
壓機(jī)在尋齒初期需要施加一個(gè)小的預(yù)載壓力,這會(huì)導(dǎo)致嚙合的初始階段有 1−2 s 的振蕩。在旋入過程中,由于斜齒輪受力不均勻,使壓機(jī)的速度難以把握,一旦沖得過快就會(huì)頂住齒面。
因此,尋齒和旋入過程都處于失控狀態(tài),導(dǎo)致整個(gè)設(shè)備的故障率居高不下,而且齒面的磕碰更有可能導(dǎo)致整個(gè)變速器的報(bào)廢,這對(duì)企業(yè)而言是極大的損失,如圖 5 所示。
旋轉(zhuǎn)伺服壓機(jī)方案和智能機(jī)器人方案
針對(duì)斜齒輪副嚙合裝配應(yīng)用,國外整車企業(yè)開發(fā)了專用的旋轉(zhuǎn)伺服壓機(jī),即在原有直上直下的普通壓機(jī)內(nèi)部集成旋轉(zhuǎn)伺服電機(jī),將這個(gè)伺服電機(jī)的參數(shù)契合入壓機(jī)的控制系統(tǒng)中,實(shí)現(xiàn)了旋轉(zhuǎn)壓裝的動(dòng)態(tài)實(shí)時(shí)監(jiān)控。
以 Promess UFRM 系列旋轉(zhuǎn)伺服壓機(jī)為例,其將線性運(yùn)動(dòng)與旋轉(zhuǎn)運(yùn)動(dòng)集成,可以精準(zhǔn)地控制旋轉(zhuǎn)的角度和扭矩。壓機(jī)本體的位移和壓力也能根據(jù)旋轉(zhuǎn)扭矩和角度的反饋值實(shí)時(shí)變化,以此來靈活地實(shí)現(xiàn)旋轉(zhuǎn)壓裝功能,如圖 6 所示。

國內(nèi)外許多整車企業(yè)應(yīng)用這個(gè)系列壓機(jī)的效果明顯。高度集成化的旋轉(zhuǎn)伺服壓機(jī)將旋轉(zhuǎn)與壓入結(jié)合,能完成極其精準(zhǔn)的壓裝任務(wù),降低了故障率,也提高了裝配質(zhì)量。
然而旋轉(zhuǎn)伺服壓機(jī)卻是同品牌普通壓機(jī)價(jià)格的兩倍,涉及的備件成本和維修費(fèi)用也相應(yīng)提高了許多。
有些整車企業(yè)采用先進(jìn)的協(xié)作型機(jī)器人來實(shí)現(xiàn)斜齒輪裝配,如 YuMi、KUKA iiwa、CRX 系列。他們擁有精密的力傳感器和更智能的算法,能滿足工藝的需求,但也帶來了較高的技術(shù)門檻和實(shí)施成本,如圖 7 所示。

二、低成本實(shí)現(xiàn)斜齒嚙合裝配
斜齒嚙合裝配的理論基礎(chǔ)分析
齒輪副間有效嚙合的重要參數(shù),如齒隙、接觸模式和軸承預(yù)載等,都與嚙合產(chǎn)生的軸向轉(zhuǎn)動(dòng)速度息息相關(guān)。
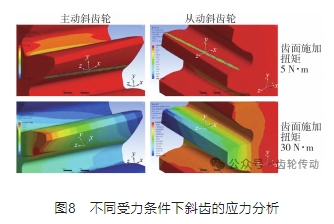
斜齒的接觸模式?jīng)Q定了齒面無法完全貼合,壓力作用在同一齒面的3個(gè)方向(徑向、切向和軸向)上,不均勻的受力面積使得轉(zhuǎn)動(dòng)裝配時(shí)扭矩值的測(cè)定變得不可靠,齒輪的法向應(yīng)力和法向變形也會(huì)失控,如圖8所示。
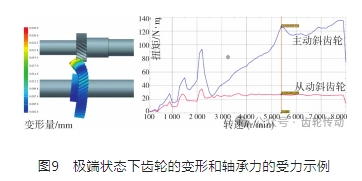
齒側(cè)間隙也會(huì)直接影響裝配精度和穩(wěn)定性,齒隙的存在讓嚙合過程中的轉(zhuǎn)動(dòng)出現(xiàn)空程范圍,其間積累的動(dòng)能會(huì)產(chǎn)生振蕩,這種振蕩嚴(yán)重干擾了角度和扭矩的監(jiān)控值,使得整個(gè)裝配過程處于失控狀態(tài),最終造成齒面的磕碰和損壞。在極端情況下,齒輪會(huì)因擠壓力而變形,從而產(chǎn)生失控的接觸模式和NVH結(jié)果,如圖9所示。
所以,裝配過程中保持軸的平行度至關(guān)重要,齒輪副必須可靠固定于軸承,確保軸承能承受轉(zhuǎn)動(dòng)載荷,即便出現(xiàn)松動(dòng),也是在可控范圍內(nèi)。微調(diào)齒側(cè)間隙,調(diào)整中心距可以補(bǔ)償齒厚誤差與中心距誤差引起的常值齒隙。
旋轉(zhuǎn)伺服壓機(jī)的降本方案
分析國外的集成式旋轉(zhuǎn)伺服壓機(jī),發(fā)現(xiàn)其關(guān)鍵點(diǎn)在于旋轉(zhuǎn)電機(jī)與壓機(jī)本體的高度集成化,控制器中對(duì)于旋轉(zhuǎn)和上下動(dòng)作的扭矩及角度的監(jiān)控是實(shí)時(shí)且高精度的。
旋轉(zhuǎn)壓裝的過程分為兩步。
第一步是尋齒:壓機(jī)帶著一個(gè)齒輪下降,在兩齒即將接觸的過程中采用慢速,并監(jiān)控壓力,一旦尋齒未能完成,在齒與齒接觸的瞬間,壓力會(huì)超過 0. 5 N,此時(shí)壓機(jī)迅速抬起,避免進(jìn)一步磕碰,同時(shí)旋轉(zhuǎn)電機(jī)立即轉(zhuǎn)動(dòng)0. 3 °,再度下移。重復(fù)此過程,直至下降超過目標(biāo)位移且壓力小于0. 3 N,則認(rèn)為找到了最近的齒口,尋齒完成,斜齒輪副已經(jīng)對(duì)上。
第二步是旋入:斜齒輪副對(duì)上后,壓機(jī)順勢(shì)向下位移,齒面互相擠壓產(chǎn)生推力,2個(gè)斜齒輪軸開始轉(zhuǎn)動(dòng),壓機(jī)緊緊跟隨。此時(shí)頂端的旋轉(zhuǎn)電機(jī)也在實(shí)時(shí)監(jiān)控扭矩值,確保在轉(zhuǎn)動(dòng)過程中扭矩是平穩(wěn)的,沒有高峰和低谷,直至斜齒輪副完全旋入貼合。
根據(jù)嚙合壓裝的原理,設(shè)想出2種方案。
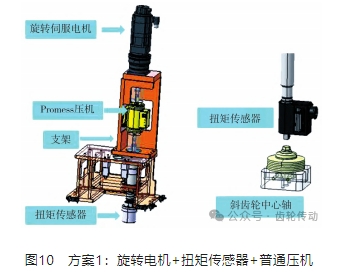
第1種方案是在普通壓機(jī)的基礎(chǔ)上,在其頂端增加一臺(tái)伺服旋轉(zhuǎn)電機(jī),在壓頭與齒輪軸的結(jié)合處增加扭矩/角度傳感器,理論上可以實(shí)現(xiàn)集成式旋轉(zhuǎn)伺服壓機(jī)的功能,如圖10所示。
在試驗(yàn)室中,采用 Siemens S120 系列伺服電機(jī)、Omega扭矩/角度傳感器和Promess普通壓機(jī)進(jìn)行集成。經(jīng)過多次試驗(yàn)和調(diào)試后發(fā)現(xiàn),扭矩傳感器數(shù)據(jù)傳回PLC至少需要50 ms,PLC發(fā)送指令給壓機(jī),也至少需要50 ms,再加上PLC自己的處理時(shí)間,整個(gè)系統(tǒng)的反應(yīng)時(shí)間接近200 ms,這樣的反應(yīng)速度無法滿足精密度要求如此高的嚙合工藝,畢竟這是 3 個(gè)不同的設(shè)備,來源于 3 個(gè)不同的廠家,數(shù)據(jù)之間的交互困難重重。因此排除方案1。
第2種方案則拋開旋轉(zhuǎn)伺服電機(jī)和扭矩/角度傳感器,在現(xiàn)有的標(biāo)準(zhǔn)產(chǎn)品中尋找可行的替代元器件,即擰緊軸。
變速器的生產(chǎn)線上本就擁有許多擰緊軸,以 Bosch Rexroth擰緊軸為例,其自帶伺服旋轉(zhuǎn)功能和扭矩傳感器,自身就擁有較高的集成度。
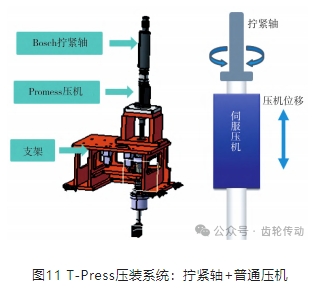
Promess 傳統(tǒng)伺服壓機(jī)承擔(dān)壓裝工作,Bosch Rexroth 的 350 系列擰緊軸作為旋轉(zhuǎn)機(jī)構(gòu),集成于壓機(jī)頂端,結(jié)合成一個(gè)整體,這樣的組合非常適用于旋轉(zhuǎn)壓裝工藝。而且方案 2 中 Bosch Rexroth 擰緊軸和 Promess 壓機(jī)的信號(hào)交互反應(yīng)時(shí)間縮短至 100 ms以內(nèi),經(jīng)過試驗(yàn)室的反復(fù)驗(yàn)證可知,滿足嚙合壓裝的工藝需求。
將這套全新的斜齒嚙合裝配系統(tǒng)稱為T-Press 壓裝系統(tǒng),如圖11所示。
T-Press壓裝系統(tǒng)的電氣與機(jī)械設(shè)計(jì)
基于Siemens PLC的自控系統(tǒng),以Profinet總線聯(lián)通系統(tǒng)內(nèi)的各種驅(qū)動(dòng)元器件和I/O模塊,以Eth?ernet 網(wǎng)絡(luò)接收上位機(jī)指令和傳遞壓裝數(shù)據(jù),整體的網(wǎng)絡(luò)架構(gòu)如圖12所示。

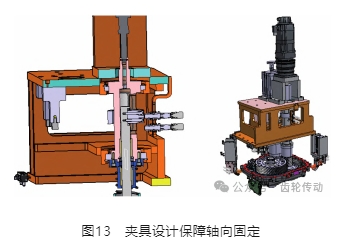
夾具的設(shè)計(jì)有效地限制了齒輪副的軸向運(yùn)動(dòng)和側(cè)向振動(dòng),也把變速器從托盤上整體隔離出來,由4點(diǎn)定位銷固定,確保在受到壓力情況下整體穩(wěn)定,旋轉(zhuǎn)伺服電機(jī)的轉(zhuǎn)速保持在2 r/min,壓機(jī)壓裝速度為 1 mm/s,扭矩限值為 5 N·m,整體壓裝效果又快又穩(wěn),如圖13所示。
低成本T-Press壓裝系統(tǒng)的實(shí)踐效果
在 SGM 企業(yè)創(chuàng)新文化的鼓舞下,工程師們大膽構(gòu)想、勇于實(shí)踐,從早期的試驗(yàn)室抓取扭矩?cái)?shù)據(jù)和壓裝曲線進(jìn)行論證,到后期的實(shí)體樣件壓裝驗(yàn)證,T-Press壓裝系統(tǒng)得到了實(shí)踐認(rèn)可,最終在SGM 武漢工廠的某量產(chǎn)變速器生產(chǎn)線上得以落地實(shí)施。
成本的有效降低:
新T-Press壓裝系統(tǒng)采用擰緊軸和普通壓機(jī)進(jìn)行組合的方案,比國內(nèi)外企業(yè)常用的集成旋轉(zhuǎn)伺服壓機(jī)和協(xié)作型機(jī)器人的成本降低 50% 以上,如圖14所示。
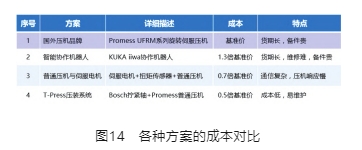
制造成本的降低和設(shè)計(jì)的自主化意味著維修費(fèi)用和備件成本的降低,這些都降低了變速器生產(chǎn)線的項(xiàng)目成本。常用的擰緊軸和伺服電機(jī)都不是稀缺貨,即便在芯片短缺期間,也可以用其他品牌替代使用,靈活性大大增強(qiáng),更能縮短貨期,提高整車企業(yè)在設(shè)備制造和工藝設(shè)計(jì)方面的話語權(quán)。
嚙合裝配的壓裝曲線研究:
T-Press壓裝系統(tǒng)中的壓裝曲線和旋轉(zhuǎn)扭矩曲線是可以全程監(jiān)控的,可以通過以往的曲線數(shù)據(jù)疊加分析,及時(shí)發(fā)現(xiàn)整個(gè)壓裝環(huán)節(jié)的缺陷,并對(duì)工藝及設(shè)備參數(shù)進(jìn)行優(yōu)化,如圖15所示。
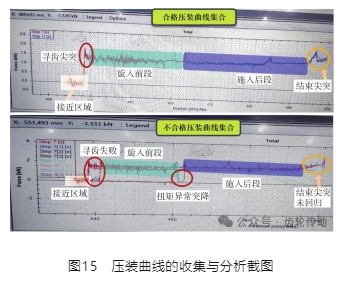
合格的壓裝曲線會(huì)一直處于監(jiān)控窗口內(nèi)部,不合格的壓裝曲線通常會(huì)有尖突和斷崖,通過各個(gè)特征點(diǎn)和監(jiān)控結(jié)果判斷其壓力和扭矩的缺陷點(diǎn),就能在批量生產(chǎn)過程中優(yōu)化收緊參數(shù),提高嚙合壓裝的效率。
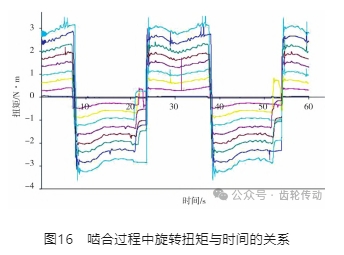
Bosch Rexroth 擰緊軸也可以輸出旋轉(zhuǎn)扭矩與角度的關(guān)系曲線,其本質(zhì)是伺服電機(jī)和扭矩傳感器的數(shù)據(jù),由此可以觀察并分析整個(gè)嚙合裝配過程的曲線數(shù)據(jù),如圖16所示。
斜齒嚙合的拆卸自動(dòng)化:
拉拔器是拆卸變速器齒輪副的一種常用工具,鉗口式拉拔器可用于齒輪箱零件周圍的任何地方,通過機(jī)械或液壓作用將零件拉開。但這種工具僅適合手工操作,生產(chǎn)線上也只能用于有限的返工區(qū)域。
只需在 T-Press 壓裝系統(tǒng)的壓頭上增加鉗口,反向旋轉(zhuǎn)拔出,就可以快速地拆卸齒輪副,并監(jiān)控拆卸過程中的扭矩、角度、拉力曲線及數(shù)據(jù)。由此可見,自主化設(shè)計(jì)的T-Press 壓裝系統(tǒng)具有很強(qiáng)的可塑性,且功能升級(jí)的費(fèi)用也十分低廉。
三、結(jié)論與展望
在智能制造的大環(huán)境中,人們普遍提問:既然國外壓機(jī)品牌已經(jīng)生產(chǎn)出旋轉(zhuǎn)伺服壓機(jī),能滿足現(xiàn)有的工藝需求,我們?yōu)槭裁催€要研發(fā)其他的替代方案呢?
降低成本對(duì)規(guī)模化生產(chǎn)的意義
以更低的成本做出更好的產(chǎn)品,一直是制造業(yè)的核心訴求。制造理念的差異最終會(huì)演變成產(chǎn)業(yè)集群的差異,成本這個(gè)因素在規(guī)模化生產(chǎn)中是重頭戲,在同樣的產(chǎn)能和質(zhì)量下,低成本意味著產(chǎn)品利潤更高,價(jià)格更低,產(chǎn)業(yè)更容易復(fù)制。
靈活集成是國產(chǎn)化的必經(jīng)之路
在新常態(tài)的經(jīng)濟(jì)形勢(shì)下,智能制造的發(fā)展必然回歸到穩(wěn)扎穩(wěn)打的局面中來,能否落地實(shí)施將成為創(chuàng)新是否成功的重要指標(biāo)。
T-Press 壓裝系統(tǒng)的落地實(shí)施有效降低了成本,提高了生產(chǎn)效率,其下一步國產(chǎn)化的方向?qū)⒅τ谄胀▔簷C(jī)本體和擰緊軸,直至整個(gè)系統(tǒng)完全自主設(shè)計(jì)制造。
相信在不遠(yuǎn)的將來,靈活集成不同元器件的案例會(huì)更多,更多的企業(yè)會(huì)應(yīng)用這種實(shí)用的創(chuàng)新方法,在智能制造中邁上新的臺(tái)階。
參考文獻(xiàn)略.