大型雙螺桿擠壓造粒機組是石化企業的重要生產裝置之一,主要用于粉體塑料的造粒。從目前國內石化企業采購相關裝置來看,德國 CWP 公司的 ZSK350、ZSK380 的引進數量占比最高。此外,國企 大連橡膠塑料機械有限公司類似規格機組也呈現擴大市場占有率的趨勢。大型擠壓造粒機組的核心是擠壓系統,但設備開發設計的最難點還在于傳動系統。以直徑為 320 mm 規格的造粒機組為例,其傳動裝置不僅要以 26 1mm 中心距、200 r/min 以上的轉速為兩根螺桿輸送 10 000 kW 的功率,而且還要承載來自于機頭 35MPA 壓力的 270 t 軸向載荷。這樣的要求對傳動系統設計開發中箱體制造、輪系結構、軸承布局、材料選擇、熱處理技術等諸多方面都提出了苛刻的要求。也正是這個原因,大型擠壓造粒生產過程中傳動裝置出現的故障往往會直接造成機組的長周期停產。
為此,文章在對大型擠壓造粒機組典型傳動系統輪系結構進行分析的基礎上,對齒輪箱潤滑冷卻、軸承位振動監測、氣動摩擦離合器以及工程建設過程中的齒輪箱動載計算等方面進行分析。相關內容可為大型擠壓造粒機組齒輪箱的設計、使用以及工程建設提供一定的技術支撐。
一、傳動輪系分析
國內早期有關于同向平行雙螺桿擠出機傳動系統結構方面的研究可以追溯到 20 世紀 80 年代,婁曉鳴對典型的雙螺桿擠出機齒輪箱結構形式進行了對比。90 年代末,隨著市場對高扭矩齒輪箱需求的不斷增加,李世通對高扭矩齒輪箱的輪系設計展開了討論。2011 年,筆者在調研大量國際專利的基礎上,從圓柱外齒輪和行星輪系扭矩分配方案著手,對比了不同輪系中輪齒的承載情況。
轉速調整
相對比,中小型擠壓造粒機組所采用電機中可以采用變頻調速方式控制轉速,大型擠壓造粒裝置的主電機由于功率過大,而極少采用類似的無極調速。國際上,大型擠壓造粒機組通常使用如圖 1 所示的帶有開機盤車系統的兩級調速傳動方案。使用這樣的齒輪箱,開機時,大傳動比的盤車電機以極低的轉速驅動螺桿,以排空螺桿內物料;隨后,切換到齒輪箱的低速擋,逐漸增加負載 ;當設備在低速擋穩定擠出,再將齒輪箱切換到高速擋,同時增加負載。這一結構中,換擋機構是該類型機組的薄弱環節,該類故障屢有報道。另外,從螺桿受力的角度看,即便是在沒有增加產量負載的情況,切換檔位瞬間對螺桿的沖擊也是較大的。特別是螺桿塑化段捏合盤區域,此處物料較硬,且捏合盤元件內物料填充度接近 100%,所以轉速沖擊會轉換為扭矩突變,從而會誘發螺桿芯軸的斷裂。

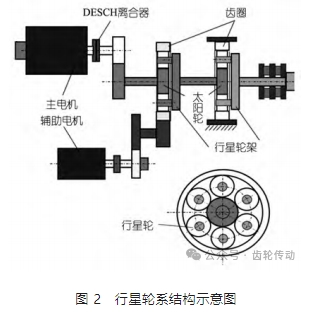
RANK 公司的大型雙螺桿擠壓造粒機組齒輪箱在一定程度上可以解決上述螺桿載荷突破沖擊的問題。如圖 2 所示,行星輪系可以將兩個電機的轉速合成圖中行星輪軸架的轉速。主電機提供大功率,在工頻下定速轉動;而輔助電機功率占比約 20%~30%,可以實現一定范圍內的變頻調速。通常情況下,2 000~ 3 000 kW 的變頻器和電機的成本是可以接受的。這樣一來,開機時輔助電機可以平穩的啟動螺桿。并且在正常工作時,可以適當調整輔助電機轉速以匹配不同排號物料生產的需要。
對稱式扭矩分配方案
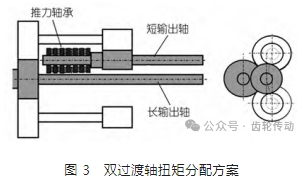
圖 3 中給出了 FLENDER 公司和 RANK 公司大型擠壓造粒機組齒輪箱的對稱式雙過渡軸扭矩分配方案。其中,長輸出軸作為動力軸,同時驅動上下布局的兩根過渡軸,兩根過渡軸同時驅動短輸出軸。這一方案實現了以兩個輪齒共同分擔扭矩的傳動方式,有效地降低了單齒傳遞扭矩,并且可以有效減少齒輪在高應力狀態下的疲勞磨損。從目前設備的應用情況來看,這一類型的扭矩分配方案對實現比扭矩系數 11.3 Nm/ cm3 的齒輪箱來說是具有一定可靠性的。值得注意的是,當前大型化機組的高效利用是石化企業探索的熱點。超載運行在很多石化企業的不少牌號生產中普遍存在。這就對齒輪箱的安全性提出了要求。從工程建設公司了解到,業主對齒輪箱的 AGMA 安全系數已經普遍從 1.5 提高到 1.75。進一步提升單齒承載能力可能是實現更高安全性的必經之路。
傳動系統中,保證兩輸出軸相位差變化量處于規定范圍是保證兩螺桿不發生干涉的前提條件。從扭矩分配的角度來看,對稱式雙過渡軸扭矩分配方案中,長輸出軸的輸入端傳遞的扭矩為總扭矩。在與過渡軸發生嚙合后,理論上會將其中 1/2 的扭矩分配給短輸出軸。但是,輸出軸的輸出扭矩實際上是來自于其所驅動螺桿的負載。對于同向平行雙螺桿擠出機而言,由于擠出機兩螺桿并非處于對稱式工作模式,因此兩根螺桿的工作扭矩存在一定的差異。所以分配到兩根輸出軸上的扭矩并不一致。這必定會導致兩輸出軸相位差的變化。值得思考的問題有:①齒輪箱的扭矩分配輪系如何根據負載自動調整兩輸出軸上的扭矩分配。②齒輪驅動鏈上各個軸的微變形與兩輸出軸相位變化之間具有何種關系。不僅如此,從齒輪驅動鏈的角度來看,長、短輸出軸的承載是關聯的,變形也是有上下游的關系。短輸出軸作為被動軸,其扭轉變形量來自于所驅動螺桿的負載;而長輸出軸作為主動軸,其扭轉變形不僅來自于所驅動螺桿的負載,而且還包括驅動短輸出軸造成的變形。當然,還要考慮過渡軸的變形累加。理論計算上可以實現的理想扭矩分配和輪系變形,但在考慮加工精度、裝配精度等多重因素后,經典理論的計算結果就需要進一步的完善。
非對稱式扭矩分配方案
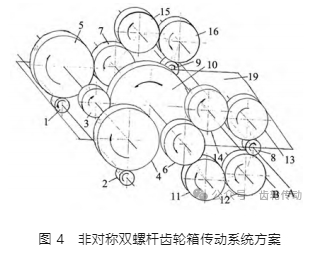
在我國早期齒輪箱專利中提及了如圖 4 所示的雙螺桿擠出機齒輪箱的輪系結構。如圖 4 所示,驅動 A 輸出軸的齒輪 12 和 13 具有較大的尺寸和安裝空間,其剛度可以得到保證。同樣的,驅動 B 輸出軸的齒輪 16 和 18 也具有較大的尺寸和安裝空間。進一步回溯的上游惰輪 11、14、15 和 17 起到了空間過渡和調整轉向的作用。實際上,輸出軸 A 和 B 的同步是來自于共軸齒輪 6、7 和 10。上游動力通過齒輪 10 輸入到軸上,同軸的齒輪 6 和 7 則向外輸出扭矩。齒輪 6 和 7 分別驅動了輸出軸 A 和 B 的惰輪系。最上游的齒輪系起到減速作用的同時,還采用對稱結構將傳遞扭矩一分為二。這一結構保留了 CWP 公司專利介紹的扭矩分配中兩個過渡齒輪同時向輸出軸傳遞扭矩的形式。不同點在于,這一專利在輪系結構上,解除了兩個輸出軸扭轉變形的關聯,兩輸出軸之間不存在上下游的扭矩傳遞關系。還保證了兩輸出軸的扭轉變形只來自于其驅動螺桿的負載。
二、齒輪箱的潤滑及冷卻
齒輪箱的潤滑及冷卻系統是大型雙螺桿擠壓造粒機組傳動系統的重要輔助系統之一。為了保證每個軸承點位能夠得到足夠的潤滑油供給,箱體上油路設計時不僅要充分考慮通往各個點位的油路通暢,而且還要通過油路結構來確保可靠的油量分配。在中小型機組的設計中,油路通暢往往會得到考慮,但精確的油量分配計算卻經常被忽略。據了解,日本制鋼所的 CMP 系列大型擠壓造粒裝置的技術文檔中,清晰地給出了每一個軸承位潤滑油的供給量。充足的潤滑油供給對齒輪箱的正常工作起到了至關重要的作用。對于大型機組油路設計來說,可以引入計算流體動力學仿真軟件,對潤滑油管路進行優化設計,以得到精確的流量分配結果。
從潤滑冷卻系統的安全可靠性角度來看,引進裝置傳動系統的潤滑冷卻系統的管路儀表方案中,“ 一開一備 ” 的油泵配置可以有效地保證潤滑油的連續供給。設計中,要充分考慮切換泵的工藝邏輯。第一,要保證在故障泵停止工作前完成泵的切換。第二,要保證控制切換泵信號的可靠。針對這一點,油路上的數字化流量計和壓力計要做定標定檢。要將其采集到的數據與現場儀表數據進行對比,發現問題及時維保。第三,可以考慮無故障下的定期切換在線泵和離線泵。這樣,可以避免一臺泵長期服役的同時,避免另外一臺泵因長期待業所導致的密封失效等問題。
三、軸承位振動監測
軸承位的振動監測是大型擠壓造粒機組齒輪箱長期穩定運行的有效技術保障。大量的科研工作是圍繞機組的狀態監測和故障診斷開展的。無論如何,通過數據采集獲取到機組運行數據和監測數據后,相關的后處理分析方法成為限制監測系統發揮作用的核心因素。基于簡單的邏輯判斷形成的報警信號中,可能會保護大量的 “ 假 ” 信息,從而讓企業對其失去信心。有些企業在也在尋求突破的手段,如采用緊急停產系統 ESD,無論如何其實際效力還有待驗證。毋庸置疑,在當前石化企業造粒裝置的維保中,人工經驗的應用還是無法替代的主流方案。即便有不斷完善的系統上線,也是在為人工分析提供更為豐富的數據來源。延續這一思路,機器學習等人工智能算法的引入有可能會解決這一問題。值得注意的是,在整個人工智能算法的范疇內,采用有監督的 AI 算法得到的是基于輸入數據的結果預測;采用無監督的 AI 算法更多的是偏重于將當前狀態歸納入預設的分類。這樣看來,可以替代人類進行決策的算法,如圍棋機器人 alpha Go 所采用的深度強化學習方法,有可能成為真正能夠解放人力,為大型石化裝置提供故障預測、分析和診斷服務,甚至可能是實現設備自主調整的突破口。
四、氣動摩擦離合器
在大型擠壓造粒國產化攻關中,連接主電機和主減速器的氣動摩擦離合器也是技術難點之一。現役大型擠壓造粒機組的使用過程中,氣動摩擦離合器也是設備維保的核心重點。相比于液壓扭矩安全聯軸器,氣動摩擦離合器具有傳動扭矩大、可以調整最大傳遞扭矩、磨損小的優勢。根據氣動摩擦離合器的工作原理,壓縮空氣驅動氣動摩擦離合器的氣缸活塞運動,以實現將摩擦片與外輪轂之間的壓緊,這樣就實現了依靠端平面摩擦力傳動扭矩的功能。氣動摩擦離合器正常工作時,輸入側和輸出側之間的速差要小于高報限定數值。當擠壓機負載發生較大波動,特別是負載突然增加的時候,有可能造成輸出側降速,從而發生速差超限所導致的安全連鎖。除此之外,氣動摩擦離合器對安裝精度以及摩擦片本身的耐磨性也有相對嚴格的要求。因此,設備初裝時要注意減速器與電機之間的找正。但是,設備長期運行后,特別是在我國東南沿海地區,設備的地基會發生不同程度的沉降。為此,設備日常運維過程中要增加對地基沉降監測的同時,在大修環節還應重復初裝過程中的減速器與電機的找正。
五、齒輪箱動載荷計算
齒輪箱動載荷計算是在擠壓機廠房建設工程設計中所需要的重要數據。擠壓機螺桿從靜止到工作轉速,負載從 0 到 40 t/h,甚至更高,以及物料不穩定造成的沖擊,這些變化的過程,從主電機到齒輪箱,再到擠壓系統,均會產生復雜的加速度變化,這就是設備 動載荷的由來。通常情況下,設備的靜載表現為設備重力在數個地基支撐上的分布。由于輪系布局、軸承安裝、箱體排布等多方面因素,多個地基支撐點上的支撐反力(靜載荷)并不能直接用總重力除以支撐點數所得均值所表示。相比而言,動載荷計算更加復雜。從地基支撐角度來看,不僅要考慮與地基支撐平面垂直的支撐力載荷,還要考慮與地基支撐平面平行的剪切力載荷。這樣一來,在計算過程中,就要涵蓋各種載荷通過箱體傳遞給地基支撐的載荷,包括齒輪嚙合所產生的徑向力和軸向力、來自于機頭的軸向力、軸 系轉動所形成的扭矩等。從技術層面看,使用 Ansys 軟件的剛體仿真模塊、Adams 軟件、Smipack 軟件等工程仿真軟件都可以一定程度上解決動載荷計算的問題。動載荷問題應該在傳動系統設定時進行計算,作為設備銷售隨機技術資料的一部分。
六、總結
文章從速度調整和扭矩分配方面分析了當前典型大型擠壓造粒機組傳動系統輪系結構的特征。還對非對稱式扭矩分配輪系結構進行了分析,當采用非對稱式扭矩分配輪系結構時,解除了兩個輸出軸扭轉變形的關聯,兩輸出軸之間不存在上下游的扭矩傳遞關系,從而可以保證了兩輸出軸的扭轉變形只來自于其驅動螺桿的負載。與此同時,還對齒輪箱潤滑冷卻、軸承位振動監測、氣動摩擦離合器以及工程建設過程中的齒輪箱動載計算等方面進行介紹。相關內容可為大型擠壓造粒機組齒輪箱的設計、使用以及工程建設提供一定的技術支撐。
參考文獻略.