近年來,我國汽車行業(yè)迅速發(fā)展,對齒輪的需求與日俱增,齒輪質(zhì)量檢測對汽車的安全行駛具有一定的作用。目前,磨齒技術(shù)已經(jīng)被大量運(yùn)用于汽車齒輪生產(chǎn)中,它具有低傳動噪音、高傳動效率、高使用壽命等諸多優(yōu)勢。但是,如果采用不當(dāng)?shù)臒崽幚砗湍X方法,容易出現(xiàn)磨削裂紋的情況。因此,有效識別汽車齒輪磨削裂紋圖像,對于提高齒輪傳動性能,提高變速和變矩效果,確保汽車行駛安全性具有重要意義。
機(jī)器視覺采用 CCD 照相機(jī)將被檢測的目標(biāo)轉(zhuǎn)換成圖像信號,傳送給專用的圖像處理系統(tǒng)。根據(jù)像素分布、亮度及顏色等信息,轉(zhuǎn)變成數(shù)字化信號。圖像處理系統(tǒng)對數(shù)字化信號進(jìn)行運(yùn)算抽取目標(biāo)特征,按照預(yù)設(shè)的允許度和其他條件輸出結(jié)果,實(shí)現(xiàn)自動識別。所以,機(jī)器視覺能夠降低光學(xué)性質(zhì)的影響,提高圖像處理能力,在多光路下完成汽車齒輪磨削裂紋圖像識別。文獻(xiàn)通過機(jī)器視覺系統(tǒng)獲取齒輪圖像,利用神經(jīng)網(wǎng)絡(luò)對灰度化、去噪、二值化處理后的圖像進(jìn)行輪廓分類,運(yùn)用最小二乘原理完成齒輪參數(shù)測量。該方法可以有效提高齒輪圖像分類準(zhǔn)確性,但該方法需要大量的數(shù)據(jù)計(jì)算,容易產(chǎn)生冗余。文獻(xiàn)引入信息熵改進(jìn)自適應(yīng)中值濾波器,改進(jìn) Retinex算法增強(qiáng)圖像整體效果,去除圖像混合噪聲,采用小波變換系數(shù)模極大值完成齒輪圖像邊緣檢測。該方法的圖像去噪效果較好,圖像邊緣檢測能力較強(qiáng),但該方法識別檢測時(shí)間較長。文獻(xiàn)采用雙-K-交叉驗(yàn)證方法提高支持向量回歸算法的參數(shù)尋優(yōu),提升齒廓圖像的邊緣失真補(bǔ)償效果,提高齒輪視覺測量的精度。該方法齒廓圖像邊緣失真補(bǔ)償效果較好,但該方法的識別效率較低,無法在特定時(shí)間內(nèi)識別全部齒廓圖像。
因此,為了解決上述方法中存在的識別檢測時(shí)間較長及識別率較低的問題,提出應(yīng)用機(jī)器視覺的多光路下汽車齒輪磨削裂紋圖像識別方法。
一、齒輪磨削裂紋圖像的獲取及預(yù)處理
采集齒輪磨削裂紋圖像
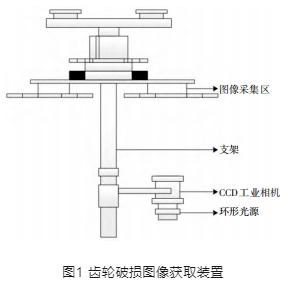
齒輪磨削裂紋圖像的采集主要發(fā)生于汽車傳動系統(tǒng)的圖像獲取裝置,結(jié)合機(jī)器視覺常用的CCD工業(yè)相機(jī),對目標(biāo)齒輪進(jìn)行樣本規(guī)模限制。要求磨削裂紋圖像滿足焦距5mm,光圈F2.1,鏡頭光軸與傳送轉(zhuǎn)盤的安裝高度比值不超過20mm,樣本數(shù)據(jù)的尺寸為(100×300)像素。CCD工業(yè)相機(jī)采用白熾LED燈作為環(huán)形光源,能夠有效避免光學(xué)性質(zhì)的影響,齒輪磨削裂紋圖像獲取裝置,如圖1所示。
預(yù)處理齒輪磨削裂紋圖像
齒輪磨削裂紋圖像在采集、提取過程中由于噪聲干擾、曝光過度、像素失真會導(dǎo)致齒輪磨削裂紋圖像的數(shù)據(jù)損失,這些發(fā)生數(shù)據(jù)損失的破損圖像參數(shù)與原數(shù)據(jù)參數(shù)存在無法調(diào)試的差異變化,進(jìn)而影響后續(xù)圖像特征提取和識別。為了完整提取齒輪磨削裂紋圖像的特征數(shù)據(jù),需要對采集到的齒輪磨削裂紋圖像進(jìn)行預(yù)處理,處理內(nèi)容包括濾波降噪、灰度化。
濾波降噪:噪聲干擾存在于汽車傳動系統(tǒng)的各個(gè)設(shè)備運(yùn)行階段,這些干擾信號容易導(dǎo)致原圖像數(shù)據(jù)特征損壞、特征提取率下降等問題。因此,圖像的濾波降噪是齒輪磨削裂紋識別中的重要環(huán)節(jié)。
濾波降噪的方法種類繁多,最常用于圖像數(shù)據(jù)降噪的方法是空域?yàn)V波法。空域?yàn)V波法可以進(jìn)一步分為中值濾波法、領(lǐng)域?yàn)V波法和基于空域?qū)ο蟮南袼貓?zhí)行運(yùn)算法,三種方法的操作差別較大,但基本原理相同,都是在二維空間內(nèi)利用低頻濾波器存在的高斯濾波消除高頻噪聲信號,實(shí)現(xiàn)數(shù)據(jù)的降噪處理。高斯濾波的表達(dá)式如下:
式中:δ—高斯方差系數(shù);
i—二維空間維數(shù);
j—高斯濾波離散頻率。
排除噪聲干擾后的磨削裂紋圖像數(shù)據(jù)通過差影法觀察,可見圖像仍存在少量細(xì)小雜質(zhì)點(diǎn),這是因?yàn)闉V波頻率對噪聲圖像數(shù)據(jù)做去噪處理的同時(shí),還對正常數(shù)據(jù)實(shí)施了減法運(yùn)算,導(dǎo)致正常圖像發(fā)生幀數(shù)位移,這些發(fā)生位移的幀數(shù)在人工判定中顯示為細(xì)小雜質(zhì)。為了消除圖像雜質(zhì),需要計(jì)算破損圖像的信息熵校準(zhǔn)幀數(shù),信息熵計(jì)算公式如下:

式中:s—磨削裂紋圖像雜質(zhì)點(diǎn)位移幀數(shù);v—磨削裂紋圖像雜質(zhì)點(diǎn)位移幀數(shù);r—限制幀數(shù)位移的信息熵系數(shù);h—校準(zhǔn)參數(shù)。
灰度化:CCD工業(yè)相機(jī)取色鏡頭的色彩捕捉以R、G、B三原色為主,能夠獲取到色彩豐富的圖像。但齒輪磨削裂紋圖像的識別與圖像顏色無關(guān),色彩占比較大的圖像數(shù)據(jù)不僅會壓縮圖像的存儲空間,還會造成后續(xù)工作進(jìn)度的緩慢。因此,需要對濾波降噪后的齒輪磨削裂紋圖像進(jìn)行灰度化處理,降低多光路的影響范圍。
灰度化處理包括灰度單分量法和灰度閾值剪影法,首先利用灰度單分量法對色彩敏感度較高的圖像數(shù)據(jù)進(jìn)行融權(quán)賦值,從而獲取R、G、B三原色均不敏感的圖像權(quán)值。再利用灰度閾值剪影法設(shè)定一個(gè)灰度閾值,將顏色分布不均且消除難度較大的圖像模塊限制在指定區(qū)域,對該區(qū)域的圖像數(shù)據(jù)反復(fù)進(jìn)行剪影計(jì)算,直至色彩飽和度歸0。
灰度單分量法的表達(dá)式如下:
式中:x—圖像融權(quán)系數(shù);
yR 、tG和gB —三原色的最低求權(quán)敏感度。
剪影計(jì)算公式如下:

式中:w—剪影區(qū)域的齒輪中心;λ—圖像剪影的差影系數(shù);  —區(qū)域剪影精度,其中r為色彩飽和度,當(dāng)r = 0時(shí),該區(qū)域的圖像數(shù)據(jù)剪影結(jié)束,得到灰度化的齒輪磨削裂紋圖像。
—區(qū)域剪影精度,其中r為色彩飽和度,當(dāng)r = 0時(shí),該區(qū)域的圖像數(shù)據(jù)剪影結(jié)束,得到灰度化的齒輪磨削裂紋圖像。
二、齒輪磨削裂紋圖像特征提取
選擇3D視覺傳感器,將預(yù)處理后的齒輪磨削裂紋圖像數(shù)據(jù)分割為齒輪本體、齒輪輔體和背景效果圖,以此獲取圖像直方峰值。根據(jù)圖像直方峰值相似度設(shè)定像素點(diǎn)閾值區(qū)間,利用二維激光雷達(dá)點(diǎn)云的圖像輪廓識別技術(shù),提取齒輪磨削裂紋圖像的形狀、密度、面積特征。
圖像分割
經(jīng)過濾波降噪和灰度化處理的齒輪磨削裂紋圖像數(shù)據(jù)已經(jīng)得到全面優(yōu)化,在進(jìn)入圖像特征提取之前,需要比較各圖像的直方峰值相似度,根據(jù)對比結(jié)果結(jié)合圖像閾值化原理,將齒輪磨削裂紋圖像通過3D視覺傳感器分割成閾值不同的齒輪本體、齒輪輔體和背景效果圖三大像素點(diǎn)閾值區(qū)間。直方峰值相似度計(jì)算公式如下:
式中:X0—圖像直方相似度最大取值;
Xe —圖像直方相似度最小取值。
圖像閾值化原理即通過設(shè)定不同閾值,將齒輪磨削裂紋圖像的整體數(shù)據(jù)分割成容易進(jìn)行特征提取的像素點(diǎn)閾值區(qū)間。收集齒輪磨削裂紋圖像的直方峰值相似度對比結(jié)果作為圖像閾值化的啟動數(shù)據(jù),在該數(shù)據(jù)集內(nèi)采用3D視覺傳感器的閾值分割方法,其表達(dá)式如下:
式中:A—圖像的相似度;U—分區(qū)節(jié)點(diǎn);k—3D視覺傳感器分割后的閾值區(qū)間維數(shù);n—像素點(diǎn)閾值區(qū)間維數(shù)最大值。
多類型特征提取
齒輪磨削裂紋圖像通過圖像分割后成為能夠?qū)崿F(xiàn)區(qū)域特征準(zhǔn)確提取的優(yōu)化數(shù)據(jù)。根據(jù)二維激光雷達(dá)點(diǎn)云的圖像輪廓識別技術(shù),沿磨削裂紋圖像的縱向、橫向等多個(gè)角度提取該圖像的形狀特征、密度特征和面積特征,實(shí)現(xiàn)齒輪破損圖像整體特征的提取。
形狀特征:在三大像素點(diǎn)閾值區(qū)間內(nèi)做水平、垂直雙向投影,依靠投影坐標(biāo)計(jì)算該磨削裂紋圖像的形狀特征。
式中:V—破損圖像的形狀周長;
θ—破損圖像參數(shù)。
密度特征:密度因子是一種頻率限額為d的非平穩(wěn)濾波算子,常用于識別圖像的密度特征。在三大像素點(diǎn)閾值區(qū)間內(nèi)分別加入限額相同的非平穩(wěn)濾波算子,觀察齒輪磨削裂紋圖像受非平穩(wěn)濾波算子影響后與像素值中心位置的距離,距離越近,說明該圖像灰度值越趨近于1,距離越遠(yuǎn),說明該圖像灰度值越趨近于0。將對比結(jié)果輸入卷積運(yùn)算模型中,可以獲取到齒輪磨削裂紋圖像的密度特征。非平穩(wěn)濾波算子的表達(dá)式如下:
式中:η—濾波常數(shù);u—非平穩(wěn)濾波算子的頻率限額。
面積特征:計(jì)算三大像素點(diǎn)閾值區(qū)間內(nèi)單位齒輪磨削裂紋圖像面積,需要先鎖定圖像邊界,依靠邊界元素逐漸擴(kuò)展,直至包圍整個(gè)圖像,獲得齒輪磨削裂紋圖像面積特征。鎖定破損圖像邊界的計(jì)算表達(dá)式如下:
式中:Lo —邊界參數(shù)。
通過上述所有公式完成齒輪磨削裂紋圖像特征提取,有利于后續(xù)的齒輪磨削裂紋圖像識別,極大程度提高了圖像識別的準(zhǔn)確性和有效性。
三、齒輪磨削裂紋圖像識別
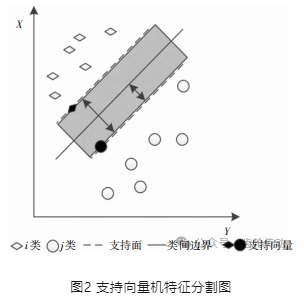
在提取齒輪磨削裂紋圖像特征的基礎(chǔ)上,利用支持向量機(jī)的方法提高齒輪磨削裂紋圖像的識別準(zhǔn)確率和識別時(shí)間。支持向量機(jī)是一種兼具學(xué)習(xí)功能的分類算法,能夠解決多種線性參數(shù)和非線性參數(shù)問題,其基本操作原理與超平面間隔有關(guān)。支持向量機(jī)利用超平面間隔分割特征樣本,達(dá)到磨削裂紋圖像特征分類的目的。在特征樣本分割的過程中,計(jì)算各特征類別的權(quán)重向量,避免二維空間內(nèi)類別混淆或分類錯(cuò)誤等問題。支持向量機(jī)關(guān)于磨削裂紋圖像的特征分割,如圖2所示。
齒輪磨削裂紋圖像的特征權(quán)重向量可以通過粒子群優(yōu)化算法迭代求解。設(shè)齒輪磨削裂紋圖像的特征決策變量為f,當(dāng)目標(biāo)權(quán)重維數(shù)為f (k) 時(shí),特征決策空間為S = (s1,s2,?,sn ) ∈ k,根據(jù)k維決策空間的粒子群優(yōu)化算法,可以獲取齒輪磨削裂紋圖像的特征向量權(quán)重。將齒輪磨削裂紋圖像的特征最優(yōu)權(quán)重向量投入支持向量機(jī)中,獲取支持向量機(jī)關(guān)于齒輪磨削裂紋圖像的特征分類矩陣,以此完成磨削裂紋圖像識別。其分類函數(shù)式如下:
式中:C—特征類別總數(shù);αi —尺度系數(shù);βj —齒輪磨削裂紋圖像的特征分類值;S—決策空間在粒子群優(yōu)化算法中的迭代次數(shù)。根據(jù)分類矩陣結(jié)果可以實(shí)現(xiàn)齒輪磨削裂紋圖像的識別。
四、實(shí)驗(yàn)與結(jié)果
實(shí)驗(yàn)設(shè)置
為了驗(yàn)證光學(xué)性質(zhì)影響的多光路下應(yīng)用機(jī)器視覺的齒輪磨削裂紋圖像識別方法的整體有效性,實(shí)驗(yàn)對應(yīng)的測試環(huán)境中,硬件CPU為64GHz,內(nèi)存為128GB。同時(shí),為了減少應(yīng)用系統(tǒng)對實(shí)驗(yàn)結(jié)果帶來的影響,采用MatlabR 2019 b,在主頻為1的環(huán)境下對實(shí)驗(yàn)結(jié)果進(jìn)行仿真對比。
在上述基礎(chǔ)上,分別采用所提方法(多光路下汽車齒輪磨削裂紋圖像識別方法)、文獻(xiàn)方法(結(jié)合圖像增強(qiáng)的含噪齒輪圖像邊緣檢測方法)和文獻(xiàn)方法(基于SVR的齒廓圖像邊緣失真補(bǔ)償算法)對齒輪磨削裂紋圖像的識別容錯(cuò)性、識別效率和識別時(shí)間進(jìn)行對比分析。
實(shí)驗(yàn)結(jié)果
識別容錯(cuò)性分析:容錯(cuò)性是指在齒輪磨削裂紋圖像識別過程中可以容忍的差錯(cuò)程度,容錯(cuò)性越強(qiáng),表明方法效果越好。容錯(cuò)性的程度判定需要借助準(zhǔn)確率計(jì)算公式,通過獲取識別準(zhǔn)確率得到容錯(cuò)率,容錯(cuò)率越高對識別效果影響越小,則容錯(cuò)性越強(qiáng)。為了衡量不同方法的容錯(cuò)性,采集600張齒輪磨削裂紋圖像作為實(shí)驗(yàn)數(shù)據(jù),分別利用所提方法、文獻(xiàn)方法和文獻(xiàn)方法對該實(shí)驗(yàn)數(shù)據(jù)進(jìn)行識別,獲取最終識別準(zhǔn)確率。待第一次識別準(zhǔn)確率獲取結(jié)束,繼續(xù)以該實(shí)驗(yàn)數(shù)據(jù)為基礎(chǔ),添加數(shù)據(jù)失效信號,繼續(xù)進(jìn)行二次識別,獲取二次識別準(zhǔn)確率,通過兩次識別率的計(jì)算即可得出容錯(cuò)程度。根據(jù)相對衰減算法計(jì)算3種方法的兩次準(zhǔn)確率的容錯(cuò)率,相對衰減算法的表達(dá)式如下:
式中:Aoriginal —原始數(shù)據(jù)準(zhǔn)確率;ρ—相對衰減系數(shù);Bnoise —容錯(cuò)率取值范圍。各方法容錯(cuò)率對比結(jié)果,如表1所示。
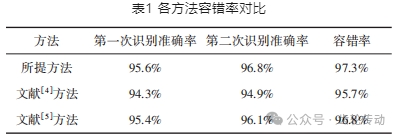
由表1可見,所提方法容錯(cuò)率為97.3%,文獻(xiàn)方法的容錯(cuò)率為95.7%,文獻(xiàn)方法的容錯(cuò)率為96.8%,說明3種方法的識別容錯(cuò)性都具有較好的程度。由于這里的方法通過3D視覺傳感器分割齒輪像素點(diǎn)閾值,所以在一定程度上提升了齒輪磨削裂紋圖像識別的準(zhǔn)確性,因此所提方法可以減少數(shù)據(jù)冗余,容錯(cuò)率結(jié)果較高于另外兩種方法。
識別效果分析:將采集到的600張齒輪磨削裂紋圖像經(jīng)過預(yù)處理后,隨機(jī)挑選3幅圖像,利用所提算法、文獻(xiàn)方法對每幅圖像中相同的齒輪磨削裂紋進(jìn)行識別判別。識別出的齒輪磨削裂紋數(shù)量越多,表明識別效果越好,如圖3所示。
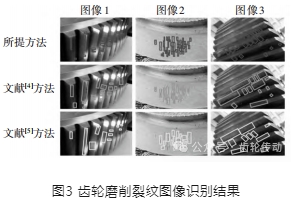
由圖3可見,所提方法可以準(zhǔn)確識別齒輪磨削裂紋圖像,識別出的磨削裂紋多于文獻(xiàn)方法。這是因?yàn)樗岱椒ㄔ邶X輪磨削裂紋圖像識別過程中,利用粒子群優(yōu)化算法獲取齒輪磨削裂紋圖像的特征向量權(quán)重,建立特征分類矩陣,實(shí)現(xiàn)精準(zhǔn)識別齒輪磨削裂紋圖像,由此證明所提方法具有優(yōu)越性。
識別時(shí)間分析:將采集的600幅齒輪磨削裂紋圖像作為測試數(shù)據(jù)。通過對比測試所提方法與文獻(xiàn)方法的齒輪磨削裂紋圖像識別時(shí)間結(jié)果,如圖4所示。
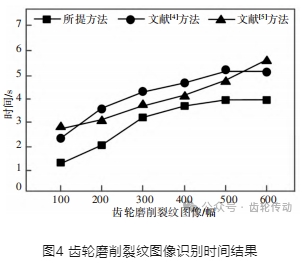
由圖4可見,所提方法采用了機(jī)器視覺對含噪數(shù)據(jù)進(jìn)行采集和預(yù)處理,使含噪數(shù)據(jù)能夠通過濾波降噪方法,利用二維空間內(nèi)低頻濾波器存載的高斯濾波消除高頻噪聲信號,獲得優(yōu)化的無噪數(shù)據(jù),以此提升齒輪磨削裂紋圖像識別效果,故齒輪磨削裂紋圖像識別時(shí)間較短,僅用4s可以有效識別600幅不同齒輪磨削裂紋圖像,效率明顯高于另外兩種方法,具有較強(qiáng)應(yīng)用性。
五、結(jié)束語
齒輪磨削裂紋圖像作為汽車傳動系統(tǒng)故障信息的具體體現(xiàn),其狀態(tài)特征的多尺度分析識別是解決汽車傳動系統(tǒng)故障問題的有效途徑。在考慮到光學(xué)性質(zhì)影響下的圖像識別存在光路多樣性和圖像處理復(fù)雜等情況,為了獲得安全系數(shù)更高、檢測效果更好的齒輪磨削裂紋圖像識別方法,提出多光路下汽車齒輪磨削裂紋圖像識別方法,能夠有效解決傳統(tǒng)方法中數(shù)據(jù)冗余、圖像識別時(shí)間較長及識別效率較低的問題。汽車傳動系統(tǒng)的重要零件眾多,除齒輪磨削裂紋圖像的識別外,下一步的研究工作重點(diǎn)應(yīng)放在其他零部件的故障識別檢測中,為安全運(yùn)行汽車傳動系統(tǒng)作出貢獻(xiàn)。
參考文獻(xiàn)略.