【摘要】本文對基本參數不同的漸開線的齒廓傾斜誤差及螺旋線傾斜誤差值進行了計算,并對它們在齒輪測繪、齒輪加工及刀具計算等方面的應用作了說明。
【關鍵詞】齒廓傾斜誤差fHa、螺旋線傾斜誤差fHβ。
1、漸開線基本參數不同時,可以通過轉位設計將參數轉化成相同模數時所對應的轉位參數,由于壓力角誤差導致基圓直徑不一致而產生齒廓傾斜誤差,螺旋角誤差產生螺旋線傾斜誤差。
2、計算公式:
齒廓傾斜誤差fHa= (ρmax - ρmin )×(db′-db)/db′ ①
螺旋線傾斜誤差fHβ= b×(TAN(ATAN(d/d′×TAN(β′)))-TAN(β)) ②
上式中各代號說明:
ρmax —最大曲率半徑 ρmin—最小曲率半徑
db—理論齒形基圓直徑 db′—檢測齒形基圓直徑
d—理論齒形分度圓直徑 db′—檢測齒形分度圓直徑
β—理論齒形分度圓螺旋角 β′—檢測齒形分度圓螺旋角
b—齒寬
用EXCEL建立表格(見表一),并把公式輸入表格,按表格項目輸入數據后即可自動計算齒形、齒向誤差,fHa計算值為負表示壓力角偏小;fHβ計算值為負表示螺旋角偏小。
齒形、齒向誤差計算(表一)
3、應用:
1)、齒輪測繪:
某齒輪測繪時初步確定參數為(參見表一序號8):
模數=4分度圓壓力角=22.5°分度圓螺旋角=25°
齒數=31齒寬=30齒形測量起始點直徑=129.5齒形測量終止點直徑=147
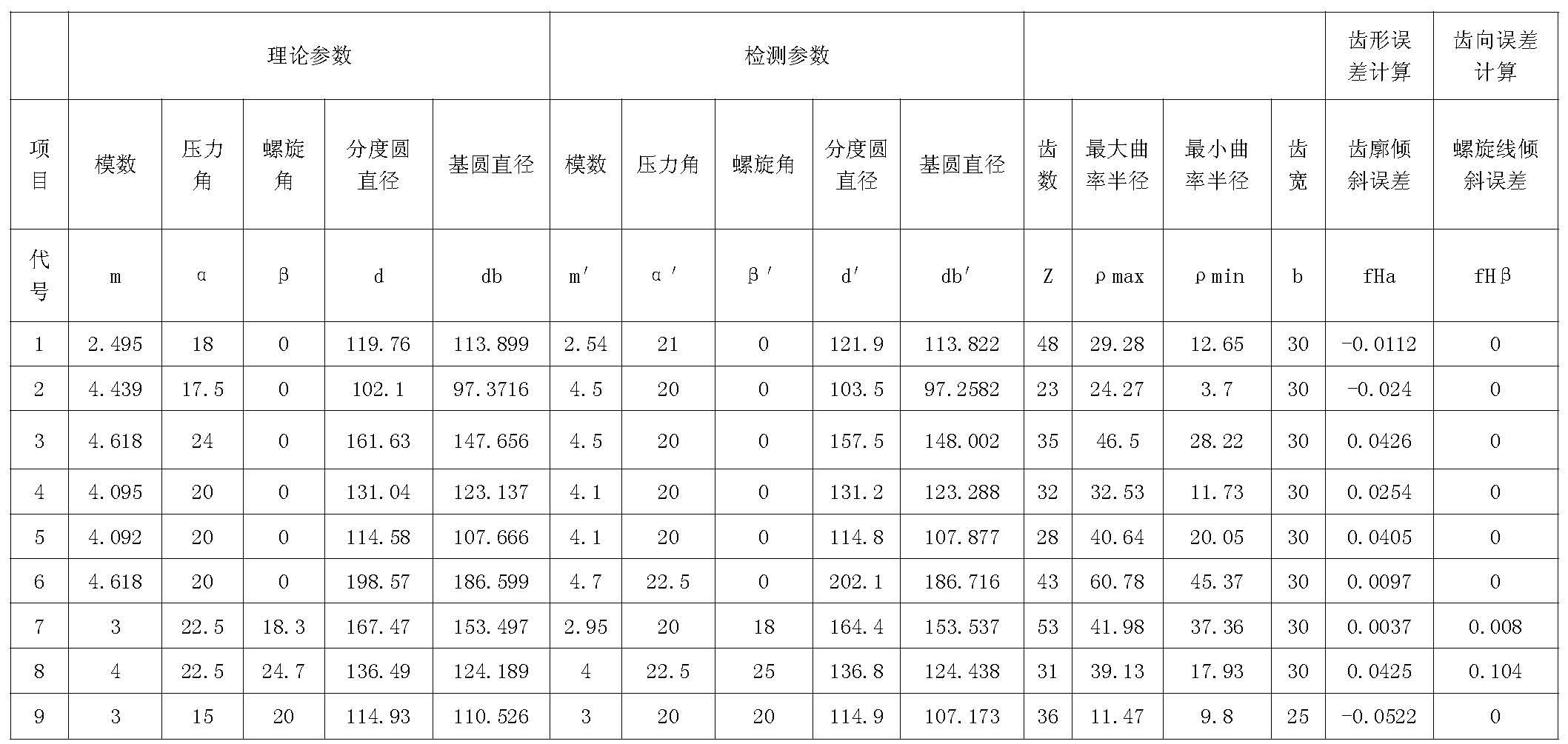
檢測后的齒形、齒向如下圖示;齒廓傾斜誤差=0.04螺旋線傾斜誤差=0.11。
按該齒形、齒向誤差調整基本參數,調整后的齒輪基本參數:
模數=4分度圓壓力角=22.5°分度圓螺旋角=24.7°
進行理論誤差計算:
齒廓傾斜誤差fHa= 0.0425
螺旋線傾斜誤差fHβ= 0.104。
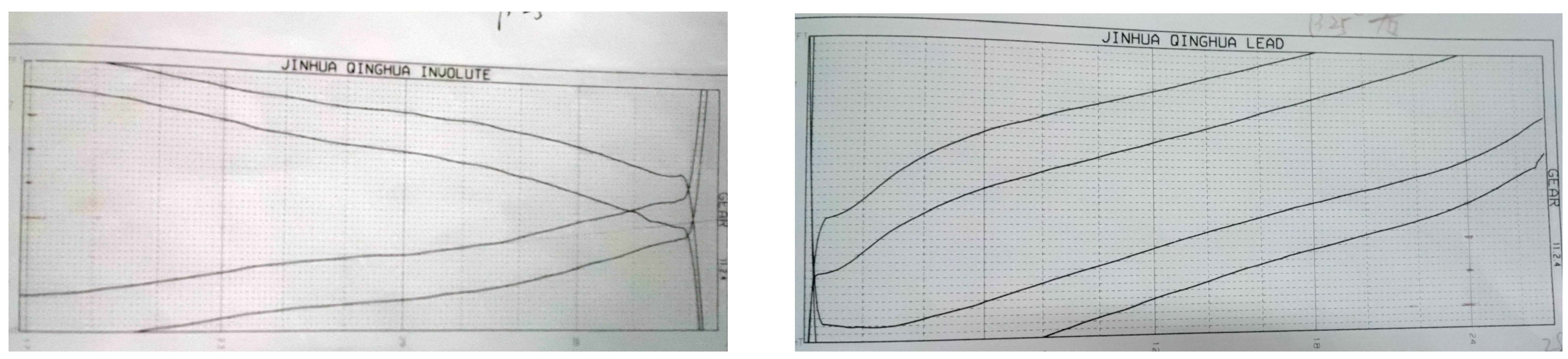
參數調整后的齒形、齒向如下:
2)、齒輪加工:
示例:要求加工某新產品齒輪基本參數為(參見表一序號5):
模數=4.092分度圓壓力角=20°分度圓螺旋角=0。
現有條件無此模數和壓力角剃前滾刀、剃齒刀,采用模數=4.1、分度圓壓力角=20°的代用滾剃刀加工,首先應用公式①、②計算:齒廓傾斜誤差=0.0405螺旋線傾斜誤差=0。
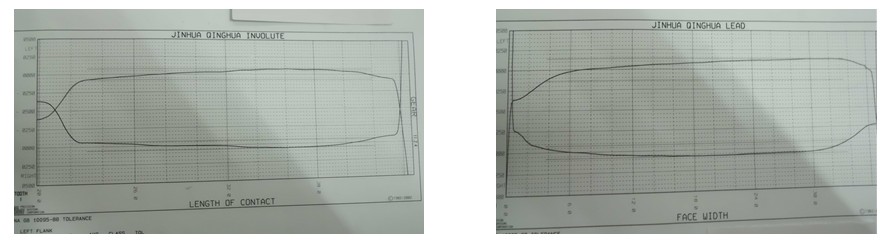
模數=4.1、分度圓壓力角=20°、分度圓螺旋角=0轉位后參數為:模數=4.092、分度圓壓力角=19.69°、分度圓螺旋角=0,滾齒后的齒形、齒向見下圖:
工藝剃齒雙面余量=0.06,從齒廓傾斜誤差可以看出,齒形終止點單面剃齒余量最小=(0.06-0.04)/2=0.01,齒形起始點單面剃齒余量最大=(0.06+0.04)/2=0.05,該滾刀不需鏟磨可直接代用,剃齒刀按新參數正常修磨就可以了。
如果采用磨齒加工時,滾齒時可用齒廓傾斜誤差更大的代用滾刀加工,此時留磨量應增大fHβ/2,同時滾齒時螺旋角應作相應調整。
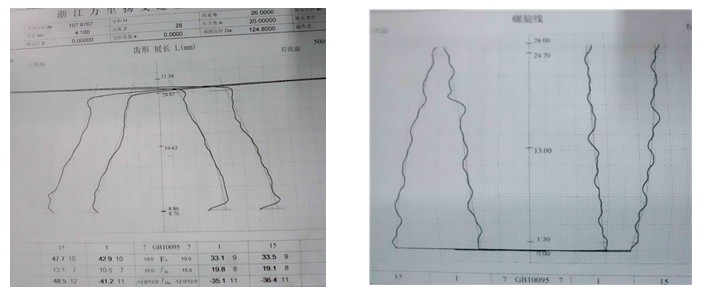
3)、刀具計算:下圖所示為剃前滾刀刀齒瘤頭,滾刀模數=3,法向基本齒形角=20°,δ=5°,△=0.04。
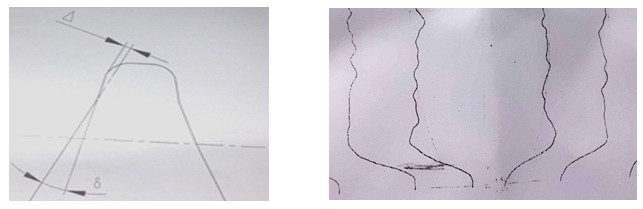
滾刀瘤頭齒形角=20°-5°=15°滾齒后齒根沉切,其齒形誤差即齒根最大沉切量=0.052(參見表一序號9)。
參考文獻:
(1)、齒輪手冊 第二版 機械工業出版社。
作者:劉鳳山,高級工程師,浙江萬里揚變速器股份有限公司,321000,金華市。