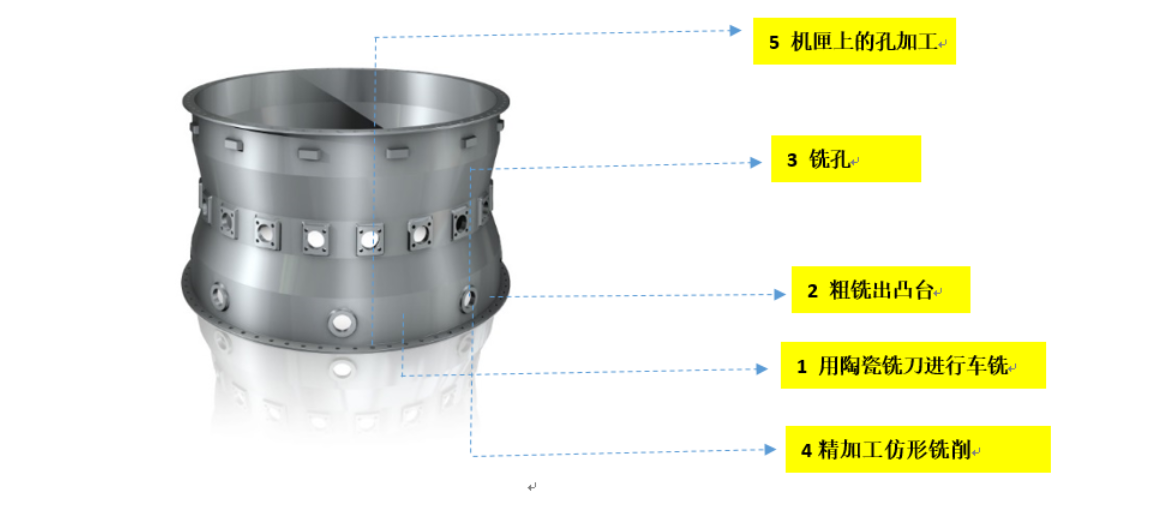
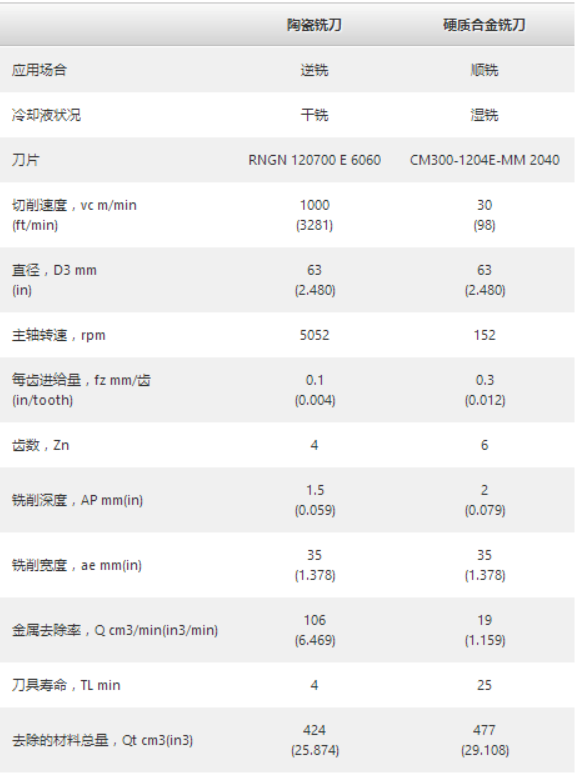
(1)用陶瓷銑刀進行車銑可顯著提高生產效率
為了在此類應用中獲得成功,需要對切削工藝進行精心規劃。與采用硬質合金銑刀的常規方法不同,陶瓷面銑刀的切削速度可達 1000m/min,比硬質合金銑刀的金屬切除率高 5 倍以上。
為了獲得最佳的加工效果,請遵循我們《耐熱超級合金加工應用指南》中的相關準則。

(2)粗銑出凸臺

使用 CoroMill 300 圓刀片銑刀可以減少刀片切削刃的溝槽磨損并可采用更高的進給量從而確保加工安全高效。注意起始切入工件時應采用“滾入”的方式。
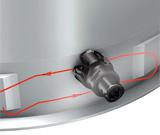
(3)在實心材料上用螺旋插補方式銑孔

在這里,采用 CoroMill 300 用螺旋插補銑的方式加工較大直徑的孔的是一種安全高效的方法。這種方法產生的切削力遠低于鉆削,而且能克服鉆孔加工中鉆入鉆出工件時由于間斷切削引起的問題。CoroMill 300 能夠以螺旋插補銑的方式加工最小至 32 mm的孔。當然,帶可樂滿 Capto 接口的刀柄和內冷卻設計可為加工帶來更多的益處。
為了獲得最佳的加工效果,建議您從一開始就與當地的山特維克可樂滿代表處聯系,以獲得相應建議。
(4)精加工仿形銑削——壁和孔

高速加工技術的應用——小的銑削寬度和大的銑削深度,可以確保半精銑和精銑的高效率。牌號為 GC1620 的 50 度螺旋角 CoroMillPlura 整體硬質合金立銑刀特別適合這種應用場合。
(5) 機匣上的孔加工

用CoroDrill® 846進行鉆削
我們在整體硬質合金鉆頭方面的最新技術進展,是專為耐熱超級合金加工優化了鉆尖和排屑槽的CoroDrill846鉆頭系列的設計。其特點是刀具壽命長,安全性高,軸向切削力小。
用Coromill Plura立銑刀精加工孔
圓弧插補銑是安全高效的加工方法:一個規格的刀具即可覆蓋許多不同的孔徑,從而降低了刀具庫存。
用可樂滿Capto CoroTurn XS進行孔口倒角
該刀具可代替缺乏柔性的非標刀具,甚至可用于所有去毛刺工序,而不僅僅只是孔口倒角。
關于山特維克可樂滿的更多信息,請訪問: