
Press information
For immediate release – July 29, 2011
芬蘭市場上更快的成型銑刀
Faster Gashing in Finland
近50年來,位于芬蘭帕爾卡諾的Takoma齒輪公司一直從事大型齒輪和齒輪零件的生產,主要供應國內市場的需求。Takoma公司特別關注海洋行業,一直致力于幫助客戶在滿足極其嚴苛的質量要求基礎上縮短交貨時間和降低成本。為繼續保持高標準的產品和服務,Takoma公司不斷評估其加工情況并跟蹤最新技術的發展,以改進工藝水平。
Takoma公司過去一直采用高速鋼滾齒刀切削齒輪齒。在2009年,公司購買了多臺新機床,用于生產船用大型齒輪零件。外徑大約為2米(6.56英尺)的回轉支承軸承由42CrMo4鋼制成,且要求更高的尺寸公差。Takoma公司最初采用專用齒輪銑刀加工回轉支承軸承的齒,但這樣做成本很高且交貨期長達12周。為了尋求更好的解決方案,公司向一家刀具供應商做了詢問,該供應商提供的刀具主要用在零件的其它加工中。
Takoma公司的生產經理Jyrki Koitto說:“在鉆削、銑削和車削刀具方面,我們已經與山特維克可樂滿合作了30多年了。我們了解到他們越來越關注切削齒輪齒的刀具研發,因此向他們咨詢是否感興趣或已開發適用于我們公司應用的刀具。”
在與Koitto和Takoma公司的其他員工緊密磋商之后,山特維克可樂滿公司的工程師花費數月時間,設計并測試了根據實際工藝進行優化的定制刀具。然后,定制的齒輪切削刀具被交到Takoma公司進行各項試驗和最終判定,然后在山特維克可樂滿的協助下運行。它的加工結果與最初刀具的相似,但成本稍低。更重要的是,使用山特維克可樂滿的刀具周轉周期不到一周,而原來的刀具卻需要12周。這使Takoma公司在響應客戶需求方面具有更大的靈活性。除此之外,在與山特維克可樂滿公司合作開發此項目的同時,Takoma公司也了解到一種新型齒輪銑刀CoroMill 170,認為可以將其用于其他用途。
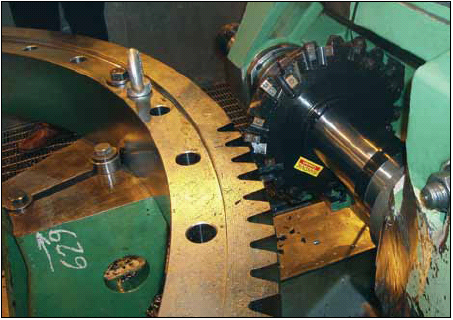
CoroMill 170 用于優化大型齒輪的銑削,可加工模數為12–22,之前由可轉位刀片和高速鋼刀具進行加工。通過嚴格的齒廓設計和提供牢固的刀片座,大大提高了刀具的性能。Takoma公司選擇應用300 mm (11.81 英寸) 的刀具加工直徑大約為2.5米(8.2英尺)的船舶用齒輪。該零件用34CrMo4鋼進行加工。
Takoma公司之前采用230 毫米 (9.06 英寸) 的高速鋼滾齒刀切削齒輪。當以25 米/分鐘 (82 英尺/分鐘) 的速度和0.12 毫米/轉 (0.0047 英寸/ 轉) 的進給率加工時,該刀具加工每個零件需要1, 260 分鐘。通過采用CoroMill 170,Takoma公司能將切削速度和進給率分別提高至126 米/分鐘 (413 英尺/分鐘) 和0.20毫米/轉 (0.0079英寸/ 轉) 。這使周期時間縮短了近60%,從而,加工單個零件只需要510分鐘。
Koitto說:“我們現在一直使用CoroMill 170,它極大地節約了時間。加工時間的縮短也使我們減小了對客戶的周轉時間。之前我們需要五周的時間來處理訂單和提供最終產品,但現在提供相同的服務只需要四周的時間。”
除了更快速地服務客戶之外,CoroMill 170帶來的生產效率提升也使每年的成本節約了20,000歐元。
-End-
【山特維克可樂滿】
山特維克可樂滿是全球領先的金屬切削刀具制造商和供應商,在全球130多個國家設有代表機構。在世界范圍內設有25家水平一流的效率中心,持續為客戶和山特維克可樂滿的銷售人員提供獲得更高生產效率的刀具解決方案和加工方法的培訓。山特維克可樂滿是山特維克集團刀具業務的一部分。
客戶服務中心:
電話:800 820 2623 400 820 2623(手機用戶)
時間:08: 00-18: 30(周一至周五,節假日除外)
網址:www.sandvik.coromant.com/cn
Email:cn.coromant.customerservice@sandvik.com