鈦金屬材料具有出色的比強度和高耐腐蝕性能,這些優點使得鈦合金成為了重要的工程材料,在許多要求高的領域得到了越來越多的應用。使用鈦材料制造的關鍵結構件,在確保所需的性能和可靠性的同時能顯著減小結構件的質量,這點在航空航天工業表現尤為突出,因為這些優點正好可以提高航空器的整體性能以及燃油經濟性。
鈦的加工性
鈦材料屬于難加工材料,因此在生產過程中需要權衡許多加工過程中可能會遇到的問題。在金屬加工行業中,“鈦”材料通常不僅指純鈦材料,還包括鈦合金材料。根據冶金特性,依據所含元素不同可以將鈦分為:商業純鈦(非合金)、α-鈦合金、β-鈦合金、α-β-鈦合金,以及其它鈦合金材料。人們有時認為鈦的切削性能與奧氏體不銹鋼相似;不過這種說法僅適用于純鈦材料,并不適用于α-β-鈦合金材料,尤其是β-鈦合金材料。
可加工性評定在很大程度上取決于鈦的類型及其熱處理方法。廣泛應用的退火鈦TiAl6V4的加工性能比退火不銹鋼AISI 304的加工性能低35-40%左右。但是,如果我們將退火鈦TiAl6V4的加工性視為100%,那么讓眾多加工車間感到頭痛的Ti5553(人們也稱之為”TRIPLE 5”)的加工困難程度是退火鈦TiAl6V4的兩倍。
隨著機床制造商們持續的技術創新和研發,鈦材料的加工越來越高效。現代化機床使得操作人員能采用更先進的加工策略和小余量、短接觸加工方法。但是,鈦加工中的低切削速度嚴重抑制了機床高效率加工的潛能,同時也導致切削刀具成為整個技術生產系統中最薄弱的環節。簡而言之,切削刀具成為鈦材料加工中的生產效率分水嶺,因此,其也成為尋求徹底改善這一狀況的主要優化對象。
由于鈦的導熱系數很低,切削時面對的主要問題就是產生的切削熱。導熱性差導致相當大的熱載荷直接傳遞到刀具的切削刃。此外,由于鈦的彈性模量小容易引發在切削過程中產生振動,從而影響加工表面的光潔度和精度,而類似問題在鋼材加工中很少出現。
一直以來,刀具生產商們都對研發用于鈦材料高效加工的先進刀具加以重視。鈦材料的加工通常有著較高的買飛比buy-to-fly比率(原始材料質量與加工后材料質量的比值),表明零件在加工過程中有大量的材料需要被去除。通常情況下,加工完成后鈦材料的重量僅為原始重量的10%甚至更小。并且零件內部通常帶有型腔、凹槽和加強筋,這些特征也決定了需要使用銑削作為主要的制造方法。因此,每款新型鈦合金加工銑刀的誕生都會引起全球技術界的濃厚興趣。伊斯卡公司一直以來被視作是該領域創新引領者,所以伊斯卡的最新產品始終能吸引全球鈦加工制造商的關注。
伊斯卡新銑刀用于鈦合金的高效銑削
刀具材料對刀具的成功起著至關重要的作用,特別是對可轉位銑刀銑削難切削的航空航天材料而言,而這些材料中鈦材料首當其沖。在這一充滿挑戰的領域,伊斯卡公司開發了一種全新硬質合金牌號IC840。“新”指向所有與牌號相關的元素:IC840的特點是具有最新的硬質合金基體和技術創新的高韌性PVD涂層。刀具的基體具有有較強的耐熱沖擊性能;古銅色的“巧克力”涂層具有高抗氧化性和抗崩刃性;而先進的后涂層處理進一步提高了整體韌性。這些優勢組合使得IC840為用戶提供了提升鈦合金切削效率的可能。伊斯卡公司堅信,這種新型的“巧克力涂層”刀具完全能提升鈦零件制造商們的體驗,提高可轉位刀具的性能。
如前所述,鈦材料加工中通常需去除相當多的余量。在這個領域真正的加工“主力”是可轉位玉米銑刀,能實現深槽腔、型腔和寬肋寬邊的粗加工。針對這些特征,伊斯卡公司研制了HELITANG H490系列立裝夾持刀片式玉米銑刀;以及帶有鋸齒狀刀片,可實現有效分屑效果的MILLSHRED P290系列玉米銑刀。此外,公司還研發了專為半精加工而設計的HELITANG FIN系列銑刀。
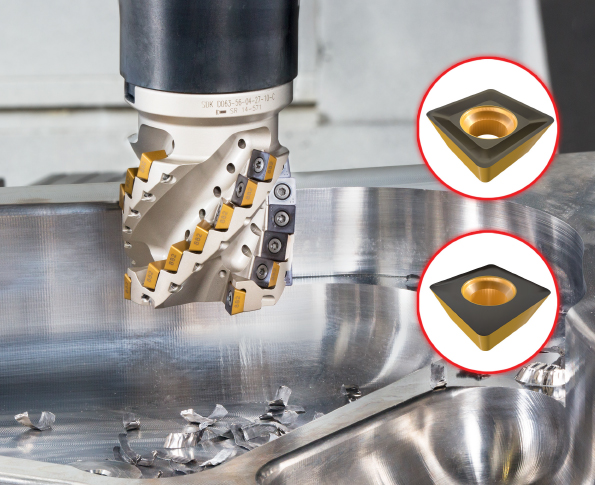
伊斯卡公司最近還推出了一組新型套式玉米銑刀,即已被驗證的易于推廣普及的XQUAD系列玉米銑刀。該系列玉米銑刀夾持單面方形刀片,為徑向夾緊。伊斯卡公司以致力于創造新型有利于切削的幾何形狀刀片而聞名于世,然而這次為什么會推出“傳統”的看上去簡單的方形刀片呢?事實上看似簡單的新型玉米銑刀具有精心設計的結構,可以顯著提高加工過程中的動態剛性和抗振動強度;此外,刀片的徑向夾緊使得排屑槽容屑體積可設計得更大,滿足在高金屬去除率(MRR)下銑削時的切屑流自如排出的要求;再有,銑刀內部具有專為高壓冷卻(HPC)而設計的通道。以上種種精心設計,使得看上去“簡單”的方形刀片也具有與先進幾何形狀刀具相同的性能特性,可以實現鈦材料的高效加工。(圖1)
因此,在鈦材料加工中如果將HELITANG H490和MILLSHRED P290用于生產的粗加工,那么就得采用HELITANG FIN用于半精加工。從應用的視角來看,僅需采用新型XQUAD套式玉米銑刀就可以直接實現被加工表面質量接近半成品的加工,進而能提高加工效率。
伊斯卡公司最近推出了Ti-TURBO系列整體硬質合金立銑刀,直徑范圍為6至20 mm。新系列專門為精加工和槽的高速加工(HSM)而設計,采用擺線銑技術加工。擺線銑削具有寬度小、切削深度大、刀具軌跡沿擺線曲線運動的特點。在這種情況下,銑刀會以很高的速度對金屬進行“切片”式加工。因切入角很小,使得加工過程產生的切屑非常薄。大大降低了作用于銑刀上的熱載荷。Ti-TURBO型立銑刀采用獨特的專利設計,擁有7個或9個不等螺旋角不等間距的齒(類似于防振降噪CHATTERFREE整體硬質合金立銑刀)。(圖2)

伊斯卡公司的變形金剛MULTI-MASTER銑刀具有通用性廣泛的特點,刀桿或刀體夾持可更換的硬質合金刀頭,最近由于引入了6齒帶中心內冷孔的快進給銑削刀頭得到了進一步拓展。刀頭采用超細晶粒碳化鎢基體及先進的AL-TEC涂層技術,具有優異的耐磨性和韌性。該刀頭可用于實現大進給銑削(HFM),能大大縮短鈦合金的粗加工時間周期。(圖3)

結語
鈦零件制造商們不斷對刀具生產商提出新的要求。為了應對這些挑戰,刀具生產商不得不定期跳出思維定式。伊斯卡公司多產的研發團隊持續與眾多世界領先的鈦零件制造商合作,以確保公司在這一具有挑戰性的領域保持領先地位。