高壓冷卻技術在航空零件加工領域的優勢
高壓冷卻(HPC)技術令使用者獲益匪淺
冷卻液在航空零件加工中的角色正在經歷著演變。 加工車間多年來的做法是:直接將冷卻液噴向加工區域。然而現在,高壓冷卻技術可將冷卻液精準地導向實際切削區,其優勢已經彰顯。。令人振奮的是,隨著很多現代化數控機床對冷卻液容量的提升,以及與之配套的全新刀具概念的推出,這一新的技術已經可以廣泛應用。。
與眾不同
如果要在現代加工中使冷卻液有效的發揮作用并產生與眾不同的效果,就需要配置高壓噴射冷卻,其流量必須足夠大,噴射方向也要正確。 一條溪流一樣的冷卻液或使冷卻液沖過加工區域的做法已經無法滿足需求。
此外,合理運用高壓冷卻(HPC)會在以下方面產生顯著效果:切屑成形、熱量分布、切削刃上的工件材料的粘結性、表面完整性和刀具磨損。通過不斷提升的生產效率和加工質量這些基本的加工因素,相應地提升了競爭力。
高壓冷卻(HPC)的應用在不銹鋼和低碳鋼的常規加工中收效已經非常不同,不過在難加工材料例如鈦合金和耐熱超級合金的加工中,這一技術的表現更為出色。近期有關高壓冷卻(HPC)的大量研發使其更易使用,也更具吸引力。
Jetbreak 系統開創高壓冷卻理念
在19世紀八十年代到九十年代,山特維克可樂滿開發了第一代的高壓冷卻系統 Jetbreak。 研究表明,對可加工性和切屑控制方面要求苛刻的加工材料來說,高達100 – 1000 巴的超高壓力、方向精確的冷卻液射流已經成為切削刀具的一部分。冷卻液噴射流在切屑和切削刃之間形成一個液壓楔, 隨著加工區域溫度的降低,切屑和切削刃的接觸長度縮短。 另外一個有趣的效果是冷卻液噴射流會影響切屑的卷曲,從而改善了切屑控制,某些情況下還會導致斷屑。
通過非標刀具的應用,Jetbreak 系統已成為加工性差或斷屑困難材料的理想解決方案。冷卻液壓力的分布以及噴嘴的尺寸會對加工效果產生很大的影響。通過調整射流參數,可獲得不同的卷屑效果,并使帶狀屑導向所需的方向成為可能,甚至做到改善切屑的長度。Jetbreak 系統的實際應用比較有限,主要用以解決石油、航空航天和滾動軸承行業中遇到的問題,采用Jetbreak系統則需要配備專用的非標刀柄,且該技術主要應用于立式車床。
高壓冷卻技術成為行業標準
許多現代數控機床帶有標配或選配的壓力為70到100 巴的冷卻系統,這足以使用高壓冷卻技術,并在常規的加工中心、車削中心、立式機床以及多任務機床加工中以獲得出色加工效果。標準設備足以提供通向射流應用區域的冷卻液通道。
當使用高壓冷卻進行加工時,使用模塊化刀具是最佳的方法,它不僅可以通過快速換刀在一定程度上確保最小停機損失,而且提供了將冷卻液從機床引向切削刃的可靠有效的通道。可樂滿 Capto® 模塊化快換刀具系統是 Jetbreak 和山特維克可樂滿新型模塊式高壓冷卻刀具CoroTurn HP開發基礎。可樂滿 Capto已經成為ISO標準,被許多數控機床所廣泛選用。
用于車削的高壓冷卻技術
CoroTurn HP能夠產生平行且精確的冷卻液噴射,在刀片和切屑之間產生液壓楔,影響切屑形成和流向并降低切削區域的溫度。靠近切削刃安裝的噴嘴準確地噴射出高速冷卻液射流,迫使切屑離開刀片表面并使切屑冷卻和斷裂,使切屑以利于排屑。標準的噴嘴尺寸為1 mm,也有0.6 mm到 1.2 mm尺寸,可供特定的優化應用。
即使冷卻液壓力低至10 巴,對鋼、不銹鋼、鋁合金、鈦合金和高溫合金等材料進行精加工時采用高壓冷卻技術仍可獲得相當的益處。 除了由更好的切屑控制帶來的更高的加工安全性之外,高壓冷卻還能明顯延長刀具壽命(高達50%);采用更高切削速度所帶來的潛力則是顯著節約生產成本的。
與其他任何因素相比,切削速度對切削溫度和刀具磨損的影響更大。 加工鈦合金時如果超出合理加工區域,加快切削速度會導致刀具壽命急劇縮短, 但是以類似的方式增加進給量,刀具壽命的縮短就沒有那么明顯。 因此,通過改變進給量以改善金屬去除率成為更具吸引力的方案。 但是,使用高進給量并非總是一種萬全之策,進給量的增加肯定會產生更大的切削力,但也會影響切屑控制, 。
憑借更高的切削速度但同時又不會出現常見的溫度升高和降低刀具壽命,高壓冷卻技術具備提升加工性能的潛力。 無須使用更高的進給量帶來更高的切削力,明顯的冷卻效果也可以產生。 對于ISO S類的材料,切削速度提高20%的時候,切削長度仍可以保持相同。
內圓車削也是高壓冷卻技術能夠發揮重要作用的一個領域,它有助于確保良好的切屑形成,在加工難加工材料例如鈦合金時還能改善材料的剪切性能。 這樣,在進行鏜削工序時可獲得更高的加工安全性以及更長的刀具壽命。 當采用鏜桿加工相對大而深的孔,例如起落架零件時,采用前后端均帶模塊式接口的模塊式刀具是十分有利的。 由于能夠快速準確地更換夾緊在機床上鏜桿前端的較小的切削模塊,因此為在一次裝夾中進行各種切削提供了相當大的靈活性。 CoroTurn SL將帶鋸齒形接口的切削刀頭與減振鏜桿相結合用于鏜削深度為10倍鏜桿直徑的大孔,也具備了高壓冷卻的能力。
用于銑削的高壓冷卻技術
通過高壓冷卻技術也為銑削帶來益處。 CoroMill 690是一款專用于鈦合金加工的具有高壓冷卻能力的長刃立銑刀。其徑向切削刃由許多刀片組成,而每個刀片都有相應的冷卻液噴嘴為其提供高壓噴射。在無需使用銑刀的整個軸向深度的情況下,可以使用塞子代替噴嘴,這樣可以避免不必要的空噴射而損失冷卻壓力。位于刀具端部的噴嘴有助于排屑,避免出現切屑的再切削效應(特別是在型腔加工中)。
為了確保運用冷卻液流和壓力的正確數值,可采用專用計算器來實現高壓冷卻在銑刀上的最佳應用(輸入機床的冷卻液流速和壓力、切削參數、軸向切深以及刀具參數等)。該計算器將算出最佳噴嘴尺寸,這樣可降低流量要求,同時保持所選孔在冷卻液通過時保持高壓流動。
鈦合金的活性化學性質,使其在加工過程中容易粘結在切削刃上。這種現象通常會引起切屑的再切削效應和擠屑,從而影響刀具的壽命。在加工鈦合金和其它粘性材料時,高壓冷卻是防止工件材料粘接在切削刃上的一種常用方法。
工序的優化
高壓冷卻加工不應被視為補救其它應用因素(如,不適合的刀片、不穩定性和不正確的切削參數等)導致的缺點的手段。 這一技術是當工序設定基本正確時的“優化器”。 該概念在車削和銑削中為實現更短的加工時間、改善的零件質量一致性以及更高的加工安全性提供了解決方法。
對各種加工工序優化的需求,特別是當對切屑形成和難加工材料的加工占主導地位時,已經可以在機窗上普遍應用的高壓冷卻技術無疑成為極具吸引力的選擇,。多任務機床以及新一代的立式車床的日益流行,已經突顯出采用高壓冷卻加工的益處,從切屑控制的角度來看更是如此。由于制造商越來越廣泛地使用這些機床來加工難加工材料制成的航空零件,因此如何消除由于切屑的堆積而導致的麻煩就變得愈加重要。



圖1/圖2:CoroMill 690是一款專用于鈦合金加工的具有高壓冷卻能力的長刃立銑刀。
圖3:CoroTurn HP 能夠產生平行的精確冷卻液噴射。

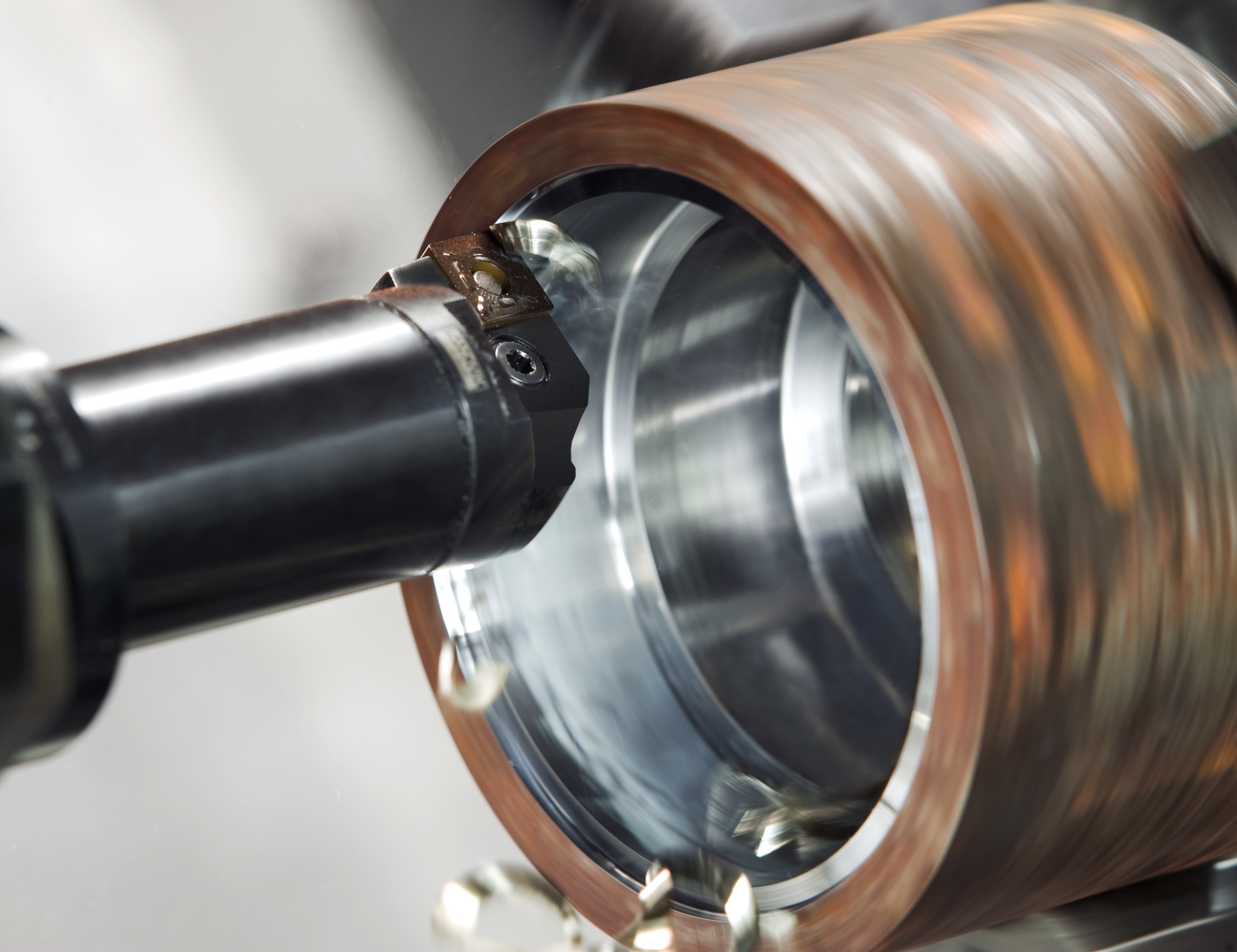
圖4/圖5:CoroTurn SL 將帶鋸齒形接口的切削刀頭與減振鏜桿相結合用于鏜削深度為10倍鏜桿直徑的大孔,也具備了高壓冷卻的能力。