CBN砂輪使用壽命長,維護時間短,單位時間產出高,久經考驗的成本優勢,吸引我們的磨床用戶越來越傾向于采用更強大的CBN砂輪取代常規砂輪。尤其在為CBN砂輪設計的磨床上,CBN涂層的潛能可以得到最高效發揮。除了已經提到的成本優勢,由于切削速度較高,砂輪與工件接觸面積百分比更大,這將保證CBN砂輪磨削產生更加均勻的表面結構。
獲得更加穩定的加工結果
小直徑CBN砂輪(直徑90-150毫米),重量輕,容易更換。此外,采用小直徑CBN砂輪磨削還將獲得更高的穩定性,特別針對高精度加工,可以輕松達到質量要求,并能保持加工結果的穩定性。位于黑森州中部的BUDERUS磨削技術公司一個實際的案例表明,使用小直徑的CBN砂輪在加工質量和刀具成本上產生了決定性差異。
德國一家大型變速箱制造商向我們展示了原有工藝與新工藝的對比,在要求的節拍(39s)內完成同步錐和端面的磨削,主要工藝及時間對比可見附表。
|
|
傳統砂輪 |
CBN砂輪 |
|
砂輪材料 |
剛玉 |
立方氮化硼 |
|
粘合材料 |
陶瓷 |
陶瓷 |
|
端面磨削 |
||
|
砂輪直徑 |
400mm |
120mm |
|
加工時間 |
15s |
6s |
|
刀具成本 |
2.16歐分/件 |
0.52歐分/件 |
|
同步錐磨削 |
||
|
砂輪直徑 |
400mm |
120mm |
|
加工時間 |
12s |
7s |
|
刀具成本 |
1.58歐分/件 |
0.52歐分/件 |
|
內孔磨削 |
||
|
砂輪直徑 |
30mm |
30mm |
|
16s |
9s |
|
|
刀具成本 |
5.17歐分/件 |
1.21歐分/件 |
|
CBN砂輪結合新工藝的潛在優勢 |
||
|
產能輸出 |
-- |
+7% |
|
投資成本 |
-- |
-12% |
采用CBN砂輪,以下幾個方面的潛力將得到高效發揮。一方面,因為CBN加工時間短,這兩項加工任務可以按順序進行,所以另一個工件主軸和獨立控制的變頻器將不再需要。因為采用順序加工,原來同步磨削工藝中的兩個線性刀具軸:一個水平方向刀具主軸(圖1,右手側主軸)和一個垂直方向刀具主軸(圖1,中央主軸),在此處可以取消。這些需要在同步加工中聯動的伺服軸在順序加工中將不再需要,因為通過滑座帶動工件的運動能夠完全匹配進給的運動學需求。使用單個的、整體式CBN砂輪(圖2)的另一個優點是,因為外形尺寸小,不需要進行額外的動平衡處理。總而言之,上述配置的變化直接將每臺機床的成本降低約12%。

傳統砂輪同步磨削技術
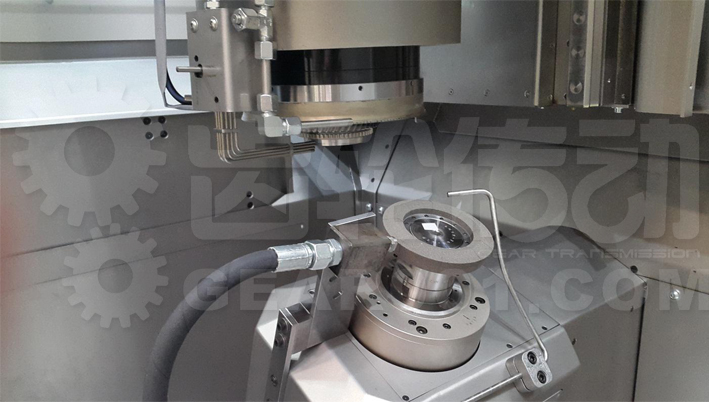
采用小尺寸CBN砂輪順序磨削技術
刀具成本降低70%
另一方面,產能輸出增加約7%,刀具耗損和刀具更換成本的降低直接減少了設備的運轉成本。因為小尺寸CBN砂輪使用壽命長、使用成本低,此處節約的刀具成本是相當可觀的,與傳統加工的刀具成本相比,降低了近70%。小尺寸CBN砂輪無需頻繁更換,更換過程也無需任何起重裝置,操作簡單、快捷。
如果客戶還有內孔精加工需求,小尺寸CBN砂輪的另一項潛能也會被解鎖。在上述討論的案例中,CBN砂輪在原規定的節拍內也可以完成內孔磨削。因此,最直接的比較結果是,在同樣的節拍要求下,采用CBN砂輪不僅可以完成傳統工藝所能勝任的外錐和端面的磨削,而且可以額外完成內圓磨削。
BUDERUS磨削技術公司,磨削技術的沉淀與發展
上面講述的是DVS集團旗下的BUDERUS磨削技術公司和NAXOS DISKUS砂輪公司多年技術沉淀和發展的最新成果。通過BUDERUS研發部門深入的研究和在變速箱領域大量的生產驗證, 采用CBN砂輪的磨削技術已經得到了系統的發展和運用。未來,砂輪設計、冷卻技術、加工參數優化、產能優化、表面質量提高等都將是BUDERUS磨削技術公司不斷研究和提升的核心技術。