產(chǎn)品一 五角霸王刀系列新增PENTA 17刀片及PENTA 27毛坯刀片
伊斯卡PENTACUT切槽切斷系列新增了迷你而精密的PENTA 17刀片;以及大切寬毛坯刀片PENTA 27,用于磨制特殊幾何形狀仿形車刀片。
PENTACUT-17
外接圓直徑17 mm的刀片PENTACUT-17設(shè)計應(yīng)用于小零件工業(yè),加工小規(guī)格零部件,最大切槽深度為 4 mm。新刀片切寬范圍為 0.25-3.18 mm,帶不同的切削刃形狀用于切斷、切槽、車削及螺紋加工。刀桿PCHRS/LS-17夾持帶5個切削刃的刀片用于高精度的切槽、切斷以及臺肩槽的精整加工。刀片具有高重復(fù)定位精度,能從刀桿兩側(cè)對刀片進(jìn)行轉(zhuǎn)位操作,短小的刀桿頭部設(shè)計使得其更適配于小型機(jī)床,具有非常高的剛性及高精度夾持。
高精度切槽切斷刀片PENTA 17-P-RS/LS裝配后具有正的刃傾角,鋒利切削刃,切削力低,能減少積屑瘤現(xiàn)象。刀片主要用于加工軟質(zhì)金屬材料,薄壁件,通用于低進(jìn)給下的切斷加工;高精度車削切槽刀片PENTA 17-NP-RS/LS及背車刀片PENTA 17-ER/EL采用了平頂前刀面設(shè)計,用于加工短切屑材料,推薦用于瑞士自動機(jī)床及小型CNC數(shù)控車床;螺紋加工通用牙型刀片PENTA 17-MT-RS/LS 60°及PENTA 17-WT-RS/LS 55° 是通用于外螺紋加工的五角星形刀片。
PENTA 17刀片采用了全新的包裝盒,裝10片刀片的單個包裝盒能被分掰為兩個獨立的包裝盒。因此有利于用戶也能僅僅購買5片刀片。
PENTACUT-27
毛坯刀片PENTA 27-20FT外接圓直徑為27 mm,牌號為IC08;帶有5個切削刃,設(shè)計用于仿形加工,能依據(jù)最終用戶的特定要求磨制,最大仿形切削寬度達(dá) 20 mm。標(biāo)準(zhǔn)高壓冷卻刀桿PCHR/L-27-JHP刀方為20mm 及 25mm。刀桿具有高剛性夾持,內(nèi)冷卻通孔實現(xiàn)高效高壓冷卻加工,最大冷卻壓力達(dá) 340 BAR的特點。新PENTACUT-27系列為仿形插車加工提供了經(jīng)濟(jì)的解決方案,相比于常規(guī)的僅有一個切削刃的仿形刀片,該五角星形刀片能提供5個切削刃。設(shè)計裝夾于特制的楔形結(jié)構(gòu)刀桿,用于多主軸機(jī)床上。
值得一提的是,伊斯卡PENTA 24N-C系列還增補(bǔ)了切削寬度為4.78, 4.86及5.00 mm的刀片。

產(chǎn)品二 全新IC1010及IC1030牌號用于鋼及不銹鋼的加工
伊斯卡推出全新的高韌性PVD涂層合金牌號,用于碳鋼、合金鋼及不銹鋼的切斷加工:IC1010牌號適用于中速-高速加工;IC1030牌號適用于低速-中速加工。新牌號采用了TiAlN涂層材料,具有顯著提高的韌性及耐磨性,確保刀具壽命更長。兩種牌號在不穩(wěn)定條件和斷續(xù)切削條件下均表現(xiàn)出出色的耐受性。伊斯卡將新牌號首先應(yīng)用于TANG-GRIP刀片及DO-GRIP刀片。
IC1030 (M25-M45) (P30-P45)
IC1030 牌號,在非常強(qiáng)韌的基體IC28上進(jìn)行TiAlN 涂層,能廣泛應(yīng)用于大進(jìn)給及低速-中速加工。該合金牌號推薦用于斷續(xù)切削,以及在不穩(wěn)定的切削條件下的加工。切削參數(shù)與IC830牌號相近。
IC1010 ISO (M15-M30) (P15-P30)
IC1010 牌號,在超細(xì)晶粒基體IC08上進(jìn)行TiAlN 涂層。推薦通用于在中速-高速切削速度及低速-中速進(jìn)給下實現(xiàn)切斷、切槽加工。切削參數(shù)與IC808牌號相近。
IC1030牌號推薦用于替代逐漸退出市場的合金牌號IC328及IC928;IC1010推薦用于替代逐漸退出市場的合金牌號IC308及IC1028。目前,IC1010及IC1030牌號尚處于推向市場的階段,在不遠(yuǎn)的未來將被推向更多刀具系列。
產(chǎn)品三 變形金剛立銑刀,提供40000種組裝配置
小零件加工
來自機(jī)床工程領(lǐng)域的技術(shù)進(jìn)步為生產(chǎn)制造帶來了新機(jī)遇,其結(jié)果是為不同零部件的生產(chǎn)制造帶來了“重新思考”。多任務(wù)機(jī)床及車削中心使得在同一臺機(jī)床上能執(zhí)行不同類型的加工任務(wù)。對于每一個制造商而言,僅需單次裝夾工件即可實現(xiàn)對整個零部件加工的能力是長久以來的夢想。源于小零件加工周期短,具有象征意義的一大步從加工制造小零件開始。
新加工方式需要來自切削刀具領(lǐng)域的適配的解決方案。伊斯卡,作為切削刀具領(lǐng)域的領(lǐng)軍者,提供種類繁多的刀具產(chǎn)品用于在多任務(wù)機(jī)床及車削中心上進(jìn)行小零件的高效生產(chǎn)。這里有代表兩個不同發(fā)展方向的刀具產(chǎn)品:其一是符合“傳統(tǒng)”的整體硬質(zhì)合金刀具設(shè)計;其二是采用組裝裝配概念的可換刀頭式高效刀具。

可換刀頭式組裝裝配刀具指伊斯卡在市場上持續(xù)獲得成功的變形金剛立銑刀(MULTI-MASTER)系列及變色龍鉆(CHAMDRILL)系列,囊括了不同系列銑刀頭或鉆頭刀頭,用于銑削加工及孔加工。然而,為什么這些產(chǎn)品系列如此高效,尤其是在小零件的生產(chǎn)制造中?為什么這抓住了零件制造商們的眼球呢?
豐富多樣的可能性,最小化停機(jī)時間
通過考察變形金剛立銑刀(MULTI-MASTER)系列可找到答案。具有超過四萬種組裝配置可能性,變形金剛立銑刀(MULTI-MASTER)系列概念基于三種關(guān)鍵因子:通過刀體錐面為刀頭定中心;刀頭與刀體(接柄、刀柄)之間為面接觸;刀頭與刀體之間采用螺紋連接。刀頭與刀體錐面接觸定中心使得銑刀精度水準(zhǔn)更高;面接觸確保刀頭懸伸控制在嚴(yán)格的公差限制范圍內(nèi),其結(jié)果是刀頭裝配后具有嚴(yán)苛的尺寸重復(fù)定位精度;螺紋連接使得刀頭的更換簡單,易于操作。
變形金剛立銑刀(MULTI-MASTER)系列完全響應(yīng)“無停機(jī)時間”這一重要需求原則,因更換磨損失效的刀頭不需要額外的裝卸刀具操作。不需將整個銑刀從機(jī)床取下即可更換刀頭,這顯著縮短了停機(jī)時間。變形金剛立銑刀(MULTI-MASTER)系列統(tǒng)一的螺紋連接使得刀體能夾持不同的刀頭,刀頭也適配于不同的刀體;將刀柄變更為通用刀柄,既能降低刀具投入也能減少刀具庫存。
變形金剛立銑刀(MULTI-MASTER)系列具有豐富多樣的整體刀柄,提供不同的柄部類型,如HSK柄(DIN 69893 A型),CAMFIX三棱錐柄(ISO 26623-1型),或能直接裝夾ER卡簧的錐柄。以上兩種類型的刀柄通過對軸向及回轉(zhuǎn)方向進(jìn)行高剛性卡持,不僅顯著擴(kuò)展了裝配選項,還能最小化刀具懸伸。這些特點對高效加工做出相當(dāng)大的貢獻(xiàn),特別是在多任務(wù)機(jī)床及車削中心上對小零件進(jìn)行連續(xù)作業(yè),大批量生產(chǎn)時意義非凡。
此外,還提供應(yīng)用領(lǐng)域?qū)挿旱募娱L桿及縮徑桿,確保能提供所需的刀具結(jié)構(gòu)以加工可達(dá)性差的工件區(qū)域。
變形金剛立銑刀性能拓展
上述特點使得在不同的加工應(yīng)用中,采用變形金剛立銑刀(MULTI-MASTER)系列能切實可行地替代整體硬質(zhì)合金立銑刀。變形金剛立銑刀銑削應(yīng)用涵蓋方肩銑、平面銑、3D曲面仿形銑、倒角銑、槽銑、螺紋銑削等等,并具有涵蓋鉆中心孔、點鉆以及加工埋頭螺釘孔這類孔加工能力。
然而發(fā)展至今,變形金剛立銑刀(MULTI-MASTER)系列已遠(yuǎn)不止于僅裝夾硬質(zhì)合金刀頭;現(xiàn)在還用于裝夾可換刀片式刀頭。尤其是當(dāng)對加工精度要求沒那么高時,采用新設(shè)計的鋼質(zhì)刀頭,夾持可轉(zhuǎn)位刀片的刀頭具有外連接螺紋,為用戶提供值得考慮的具有高成本效益的解決方案。伊斯卡最新推出的邏輯·智勝(LOGIQ)系列已納入變形金剛立銑刀的技術(shù)創(chuàng)新設(shè)計,NANMILL, HELI3MILL, LOGIQ4FEED, 及 TOR6MILL等銑刀系列帶有變形金剛螺紋接口,看上去市場前景光明。
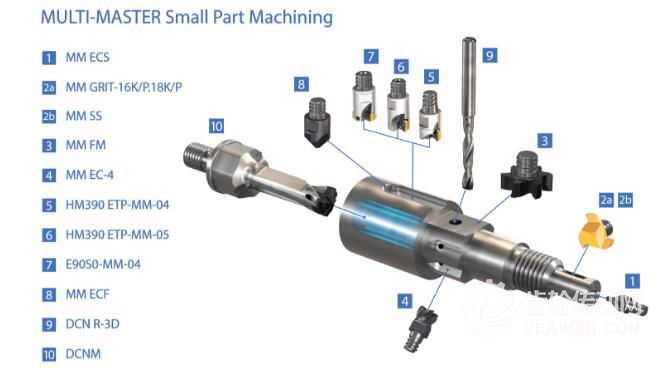
來自市場的反饋顯示,用戶對先進(jìn)刀具、通用刀具的需求越來越多。對新銑刀系列的回顧是并不完全的,至少尚未提及以下兩種銑刀產(chǎn)品:MM SS硬質(zhì)合金刀頭用于漸開線花鍵軸的銑削加工;MM FM硬質(zhì)合金刀頭用于面銑加工。
令人印象深刻的切削性能,多種多樣的切削形狀,可靠且易于使用,這些特點使得變形金剛立銑刀(MULTI-MASTER)系列在機(jī)加工領(lǐng)域應(yīng)用非常普及,特別是在小零件生產(chǎn)制造中。毫無疑問,大量的變形金剛立銑刀(MULTI-MASTER)系列用戶歸屬于小零件制造這一板塊。經(jīng)驗證明,這些用戶認(rèn)為這一系列是對于提高生產(chǎn)率及降低生產(chǎn)成本有益的非常強(qiáng)大的刀具。變形金剛立銑刀(MULTI-MASTER)系列,值得擁有。
伊斯卡PENTACUT切槽切斷系列新增了迷你而精密的PENTA 17刀片;以及大切寬毛坯刀片PENTA 27,用于磨制特殊幾何形狀仿形車刀片。
PENTACUT-17
外接圓直徑17 mm的刀片PENTACUT-17設(shè)計應(yīng)用于小零件工業(yè),加工小規(guī)格零部件,最大切槽深度為 4 mm。新刀片切寬范圍為 0.25-3.18 mm,帶不同的切削刃形狀用于切斷、切槽、車削及螺紋加工。刀桿PCHRS/LS-17夾持帶5個切削刃的刀片用于高精度的切槽、切斷以及臺肩槽的精整加工。刀片具有高重復(fù)定位精度,能從刀桿兩側(cè)對刀片進(jìn)行轉(zhuǎn)位操作,短小的刀桿頭部設(shè)計使得其更適配于小型機(jī)床,具有非常高的剛性及高精度夾持。
高精度切槽切斷刀片PENTA 17-P-RS/LS裝配后具有正的刃傾角,鋒利切削刃,切削力低,能減少積屑瘤現(xiàn)象。刀片主要用于加工軟質(zhì)金屬材料,薄壁件,通用于低進(jìn)給下的切斷加工;高精度車削切槽刀片PENTA 17-NP-RS/LS及背車刀片PENTA 17-ER/EL采用了平頂前刀面設(shè)計,用于加工短切屑材料,推薦用于瑞士自動機(jī)床及小型CNC數(shù)控車床;螺紋加工通用牙型刀片PENTA 17-MT-RS/LS 60°及PENTA 17-WT-RS/LS 55° 是通用于外螺紋加工的五角星形刀片。
PENTA 17刀片采用了全新的包裝盒,裝10片刀片的單個包裝盒能被分掰為兩個獨立的包裝盒。因此有利于用戶也能僅僅購買5片刀片。
PENTACUT-27
毛坯刀片PENTA 27-20FT外接圓直徑為27 mm,牌號為IC08;帶有5個切削刃,設(shè)計用于仿形加工,能依據(jù)最終用戶的特定要求磨制,最大仿形切削寬度達(dá) 20 mm。標(biāo)準(zhǔn)高壓冷卻刀桿PCHR/L-27-JHP刀方為20mm 及 25mm。刀桿具有高剛性夾持,內(nèi)冷卻通孔實現(xiàn)高效高壓冷卻加工,最大冷卻壓力達(dá) 340 BAR的特點。新PENTACUT-27系列為仿形插車加工提供了經(jīng)濟(jì)的解決方案,相比于常規(guī)的僅有一個切削刃的仿形刀片,該五角星形刀片能提供5個切削刃。設(shè)計裝夾于特制的楔形結(jié)構(gòu)刀桿,用于多主軸機(jī)床上。
值得一提的是,伊斯卡PENTA 24N-C系列還增補(bǔ)了切削寬度為4.78, 4.86及5.00 mm的刀片。
產(chǎn)品二 全新IC1010及IC1030牌號用于鋼及不銹鋼的加工
伊斯卡推出全新的高韌性PVD涂層合金牌號,用于碳鋼、合金鋼及不銹鋼的切斷加工:IC1010牌號適用于中速-高速加工;IC1030牌號適用于低速-中速加工。新牌號采用了TiAlN涂層材料,具有顯著提高的韌性及耐磨性,確保刀具壽命更長。兩種牌號在不穩(wěn)定條件和斷續(xù)切削條件下均表現(xiàn)出出色的耐受性。伊斯卡將新牌號首先應(yīng)用于TANG-GRIP刀片及DO-GRIP刀片。
IC1030 (M25-M45) (P30-P45)
IC1030 牌號,在非常強(qiáng)韌的基體IC28上進(jìn)行TiAlN 涂層,能廣泛應(yīng)用于大進(jìn)給及低速-中速加工。該合金牌號推薦用于斷續(xù)切削,以及在不穩(wěn)定的切削條件下的加工。切削參數(shù)與IC830牌號相近。
IC1010 ISO (M15-M30) (P15-P30)
IC1010 牌號,在超細(xì)晶粒基體IC08上進(jìn)行TiAlN 涂層。推薦通用于在中速-高速切削速度及低速-中速進(jìn)給下實現(xiàn)切斷、切槽加工。切削參數(shù)與IC808牌號相近。
IC1030牌號推薦用于替代逐漸退出市場的合金牌號IC328及IC928;IC1010推薦用于替代逐漸退出市場的合金牌號IC308及IC1028。目前,IC1010及IC1030牌號尚處于推向市場的階段,在不遠(yuǎn)的未來將被推向更多刀具系列。
產(chǎn)品三 變形金剛立銑刀,提供40000種組裝配置
小零件加工
來自機(jī)床工程領(lǐng)域的技術(shù)進(jìn)步為生產(chǎn)制造帶來了新機(jī)遇,其結(jié)果是為不同零部件的生產(chǎn)制造帶來了“重新思考”。多任務(wù)機(jī)床及車削中心使得在同一臺機(jī)床上能執(zhí)行不同類型的加工任務(wù)。對于每一個制造商而言,僅需單次裝夾工件即可實現(xiàn)對整個零部件加工的能力是長久以來的夢想。源于小零件加工周期短,具有象征意義的一大步從加工制造小零件開始。
新加工方式需要來自切削刀具領(lǐng)域的適配的解決方案。伊斯卡,作為切削刀具領(lǐng)域的領(lǐng)軍者,提供種類繁多的刀具產(chǎn)品用于在多任務(wù)機(jī)床及車削中心上進(jìn)行小零件的高效生產(chǎn)。這里有代表兩個不同發(fā)展方向的刀具產(chǎn)品:其一是符合“傳統(tǒng)”的整體硬質(zhì)合金刀具設(shè)計;其二是采用組裝裝配概念的可換刀頭式高效刀具。
可換刀頭式組裝裝配刀具指伊斯卡在市場上持續(xù)獲得成功的變形金剛立銑刀(MULTI-MASTER)系列及變色龍鉆(CHAMDRILL)系列,囊括了不同系列銑刀頭或鉆頭刀頭,用于銑削加工及孔加工。然而,為什么這些產(chǎn)品系列如此高效,尤其是在小零件的生產(chǎn)制造中?為什么這抓住了零件制造商們的眼球呢?
豐富多樣的可能性,最小化停機(jī)時間
通過考察變形金剛立銑刀(MULTI-MASTER)系列可找到答案。具有超過四萬種組裝配置可能性,變形金剛立銑刀(MULTI-MASTER)系列概念基于三種關(guān)鍵因子:通過刀體錐面為刀頭定中心;刀頭與刀體(接柄、刀柄)之間為面接觸;刀頭與刀體之間采用螺紋連接。刀頭與刀體錐面接觸定中心使得銑刀精度水準(zhǔn)更高;面接觸確保刀頭懸伸控制在嚴(yán)格的公差限制范圍內(nèi),其結(jié)果是刀頭裝配后具有嚴(yán)苛的尺寸重復(fù)定位精度;螺紋連接使得刀頭的更換簡單,易于操作。
變形金剛立銑刀(MULTI-MASTER)系列完全響應(yīng)“無停機(jī)時間”這一重要需求原則,因更換磨損失效的刀頭不需要額外的裝卸刀具操作。不需將整個銑刀從機(jī)床取下即可更換刀頭,這顯著縮短了停機(jī)時間。變形金剛立銑刀(MULTI-MASTER)系列統(tǒng)一的螺紋連接使得刀體能夾持不同的刀頭,刀頭也適配于不同的刀體;將刀柄變更為通用刀柄,既能降低刀具投入也能減少刀具庫存。
變形金剛立銑刀(MULTI-MASTER)系列具有豐富多樣的整體刀柄,提供不同的柄部類型,如HSK柄(DIN 69893 A型),CAMFIX三棱錐柄(ISO 26623-1型),或能直接裝夾ER卡簧的錐柄。以上兩種類型的刀柄通過對軸向及回轉(zhuǎn)方向進(jìn)行高剛性卡持,不僅顯著擴(kuò)展了裝配選項,還能最小化刀具懸伸。這些特點對高效加工做出相當(dāng)大的貢獻(xiàn),特別是在多任務(wù)機(jī)床及車削中心上對小零件進(jìn)行連續(xù)作業(yè),大批量生產(chǎn)時意義非凡。
此外,還提供應(yīng)用領(lǐng)域?qū)挿旱募娱L桿及縮徑桿,確保能提供所需的刀具結(jié)構(gòu)以加工可達(dá)性差的工件區(qū)域。
變形金剛立銑刀性能拓展
上述特點使得在不同的加工應(yīng)用中,采用變形金剛立銑刀(MULTI-MASTER)系列能切實可行地替代整體硬質(zhì)合金立銑刀。變形金剛立銑刀銑削應(yīng)用涵蓋方肩銑、平面銑、3D曲面仿形銑、倒角銑、槽銑、螺紋銑削等等,并具有涵蓋鉆中心孔、點鉆以及加工埋頭螺釘孔這類孔加工能力。
然而發(fā)展至今,變形金剛立銑刀(MULTI-MASTER)系列已遠(yuǎn)不止于僅裝夾硬質(zhì)合金刀頭;現(xiàn)在還用于裝夾可換刀片式刀頭。尤其是當(dāng)對加工精度要求沒那么高時,采用新設(shè)計的鋼質(zhì)刀頭,夾持可轉(zhuǎn)位刀片的刀頭具有外連接螺紋,為用戶提供值得考慮的具有高成本效益的解決方案。伊斯卡最新推出的邏輯·智勝(LOGIQ)系列已納入變形金剛立銑刀的技術(shù)創(chuàng)新設(shè)計,NANMILL, HELI3MILL, LOGIQ4FEED, 及 TOR6MILL等銑刀系列帶有變形金剛螺紋接口,看上去市場前景光明。
來自市場的反饋顯示,用戶對先進(jìn)刀具、通用刀具的需求越來越多。對新銑刀系列的回顧是并不完全的,至少尚未提及以下兩種銑刀產(chǎn)品:MM SS硬質(zhì)合金刀頭用于漸開線花鍵軸的銑削加工;MM FM硬質(zhì)合金刀頭用于面銑加工。
令人印象深刻的切削性能,多種多樣的切削形狀,可靠且易于使用,這些特點使得變形金剛立銑刀(MULTI-MASTER)系列在機(jī)加工領(lǐng)域應(yīng)用非常普及,特別是在小零件生產(chǎn)制造中。毫無疑問,大量的變形金剛立銑刀(MULTI-MASTER)系列用戶歸屬于小零件制造這一板塊。經(jīng)驗證明,這些用戶認(rèn)為這一系列是對于提高生產(chǎn)率及降低生產(chǎn)成本有益的非常強(qiáng)大的刀具。變形金剛立銑刀(MULTI-MASTER)系列,值得擁有。