一、項目申報情況
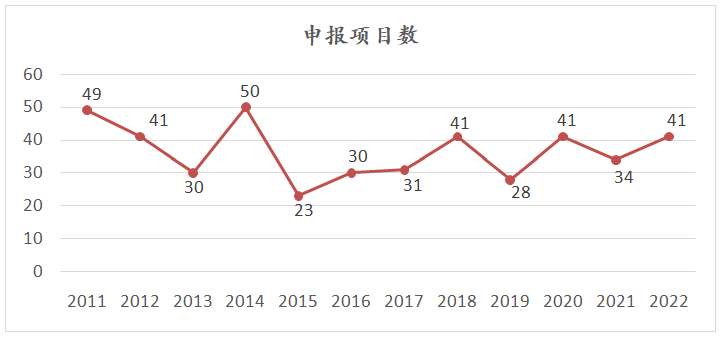
2022年度機械工業科學技術獎機床工具專業組申報項目合計41項,與上年度相比增加7項,增幅20.6%。今年機械工業科學技術管理委員會增加了網評流程,網評通過率整體控制在70%,通過網評的會評項目29項。在29個項目中,有4個項目申報技術發明獎,25個項目申報科技進步獎。
2011年至2022年申報機械工業科學技術獎(機床工具專業)項目數量情況見表1。
表1 2011-2022年機械工業科學技術獎(機床組)項目申報數

在進入會評的29個項目中,企業申報的項目22項,占比75.9%,企校(校企)聯合申報7項,占比24.1%,企業成為2022年申報“機械工業科學技術獎”的主要力量,體現了企業是技術創新的主體。
參與評審的項目在行業和專業屬性方面,金切機床類項目10項,占比34.5%;金屬成形類項目8項,占比20.6%;鑄造類項目5項,占比17.2%;工具類(刀具、磨料磨具)項目2項,占比6.9%;自動控制和生產線類項目2項,占比6.9%;機床功能部件和附件類項目2項。參評項目在行業和專業覆蓋面上比較廣,金切機床、成形機床和鑄造類項目是申報機床工具組科技獎的主力軍,鑄造類項目今年增加比較多。
二、獲獎情況及分析
經機械工業科學技術獎機床工具專業評審組評審以及機械工業科學技術獎評審委員會審核批準,申報單位確認,最終確定16個項目獲獎,獲獎比例為39%。16個獲獎項目中,特等獎1項,一等獎1項、二等獎7項、三等獎7項。2022年度機械工業科學技術獎機床專業獲獎項目見表2,2011-2022年歷年機床工具專業獲獎情況見表3。
表2 2022年機械工業科學技術獎(機床工具專業)獲獎項目
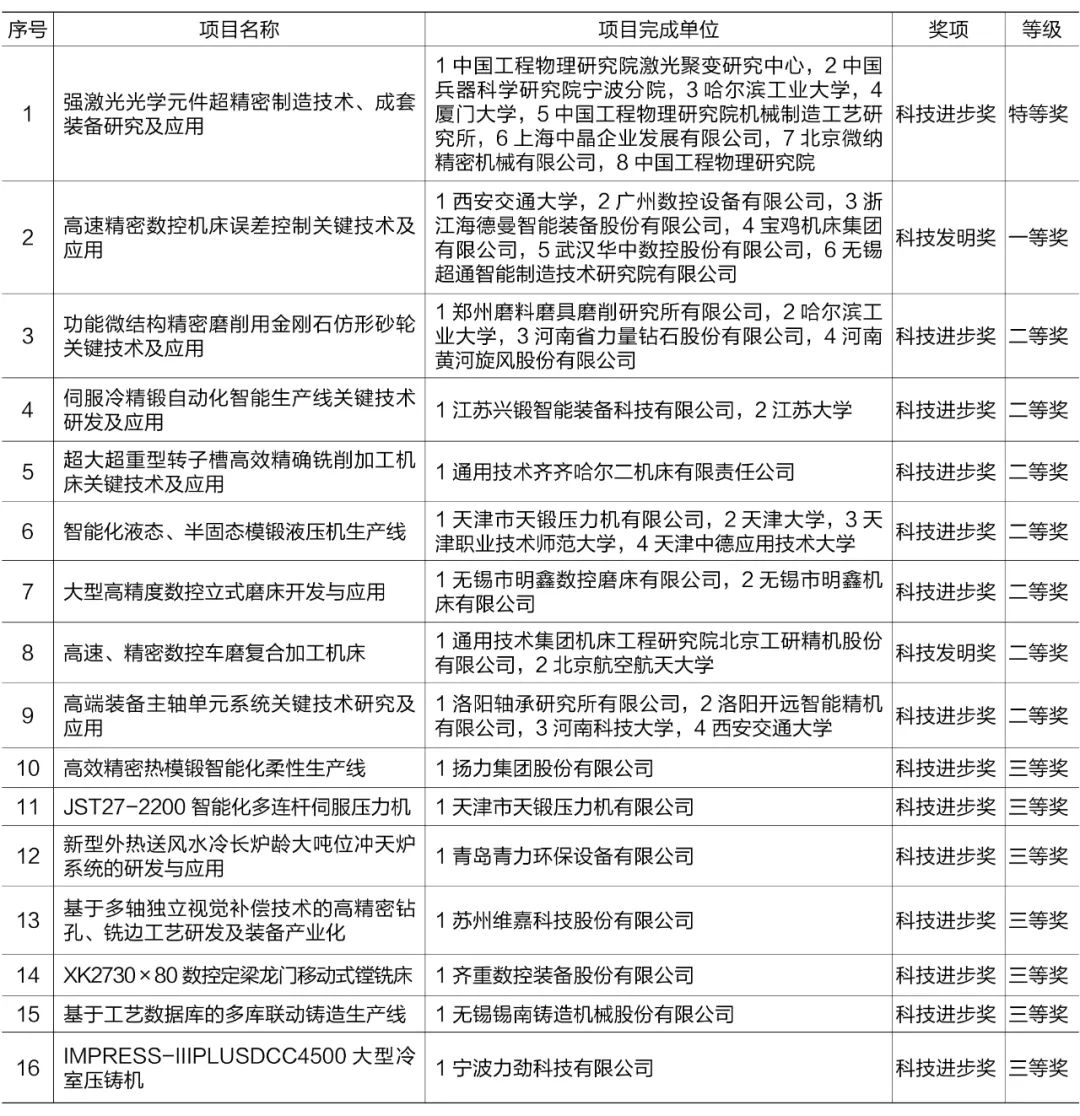
表3 2011-2022年機床工具專業歷年獲獎情況
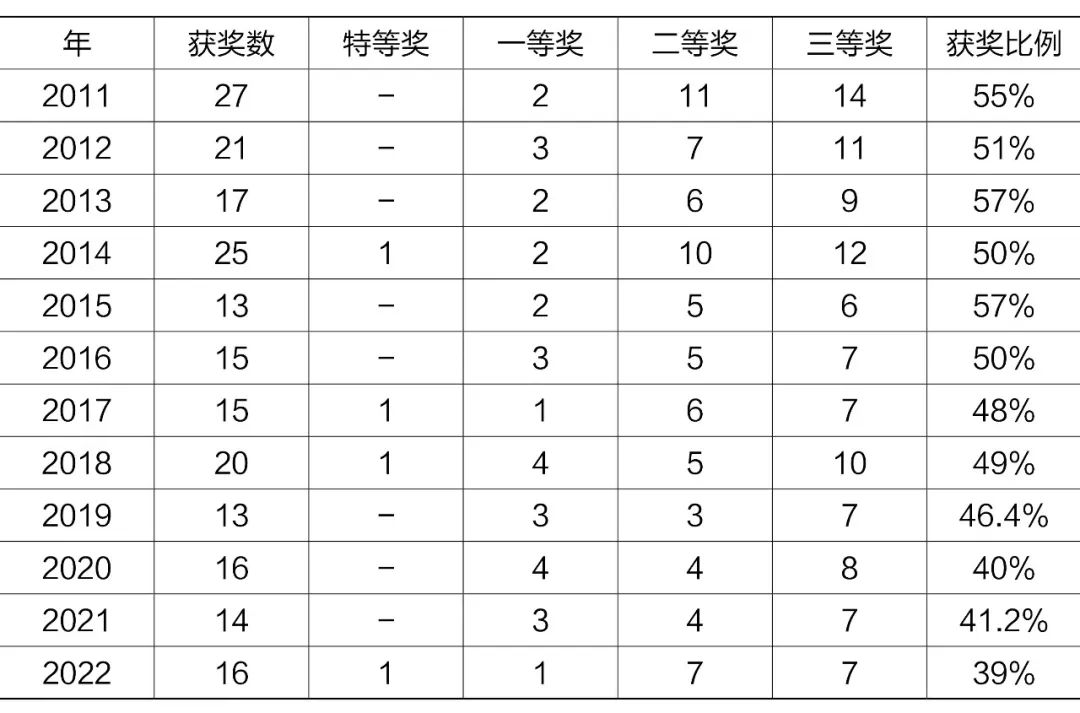
盡管2022年度機械工業科學技術獎機床工具組申報項目不多,但項目質量較高,獲得特等獎1項,一等獎1項。獲獎結果具有以下幾個特點:
第一、本年度獲獎項目比例歷年偏低。獲獎比例低或將成為今后機械工業科學技術獎評選中的常態。其原因,一是由于獎勵辦公室執行國家相關政策要求,對于獲獎項目比例有嚴格要求。二是今年執行新的規定,本年度各等級指標數根據申報單位在申報時所填報的等級予以設定,申報單位可以選擇一等獎以上、一等獎或二等獎、二等獎、二等獎或三等獎、三等獎和均可6種選項,如果發生評審等級低于提名等級的項目不予確認。2022年度,機床工具組會評項目中,有7個項目由于申報的等級高于實際評審的等級,項目申報單位對于項目獲獎有較高的期望,從而放棄獲得低于申報等級的獎項。由于規則是按本行業申報項目總數的一定比例分配獲獎名額,為爭取更多的行業創新成果獲得表彰的機會,還需要行業企業、研究機構、大專院校更加廣泛的參與。
第二、獲獎項目覆蓋的行業和學科廣泛。金切機床、成形機床、鑄造機械、工具類(刀具、磨料磨具)、控制技術及生產線、功能部件和附件項目均有獲獎。
第三,高等級獲獎項目集中來自企校、校企聯合申報項目。本年度獲得特等獎和一等獎的項目來自企校和校企聯合申報。獲得二等獎的7個項目中,5個項目來自企校聯合申報,2個來自企業申報。獲得三等獎的7個項目全部來自企業申報。企業在編寫申報材料時,有可能對技術描述集中在應用效果方面,而對技術理論和數據上的分析有欠深入,今后申報時需多加注意。
第四,2022年申報機械工業科學技術獎(機床工具組)的項目質量很高,競爭激烈。由于各個等級對獲獎比例有嚴格要求,同時,發生評審等級低于提名等級的項目不予確認,使得很多優秀的項目落選,令人惋惜。
三、部分獲獎項目介紹
1.強激光光學元件超精密制造技術、成套裝備研究及應用
榮獲技術進步特等獎。由中國工程物理研究院激光聚變研究中心、中國兵器科學研究院寧波分院、哈爾濱工業大學、廈門大學、中國工程物理研究院機械制造工藝研究所、上海中晶企業發展有限公司、北京微納精密機械有限公司、中國工程物理研究院共同完成。項目遵循工藝牽引、裝備與工藝深度融合的總體思路,提出基于超精密形面創成的確定性控形流程制造新方法,創新高動態特性超精密光學制造機床設計,發明高性能工具及核心功能部件,構建強激光光學元件超精密制造技術體系,自主研發成套裝備,社會效益巨大。創新點如下:
(1)提出“光學表面超精密創成+全空間頻段誤差確定性控制”的強激光光學元件全流程工藝方法,自主研制了 26 臺套超精密光學元件加工系列裝備,建成了平面、非球面等3條強激光光學元件先進制造示范線,實現了納米級形狀精度、納米級波紋度、亞納米級粗糙度的大口徑強激光光學元件高效高精度制造。
(2)研制了高精度快速拋光機床,解決了基準面精密快速成形加工問題;研制了單點金剛石超精密機床,解決了大口徑晶體亞納米表面粗糙度切削加工難題。
(3)針對非軸對稱非球面光學元件高效制造,發明了特殊的拋光算法,研發出氣囊、磁流變、離子束等系列數控拋光設備,保證了元件高效制造需要。
(4)發明了大尺寸柔性拋光盤形狀誤差在位檢測及精密修整技術,研制了平面快速拋光機床和全口徑補償拋光機床,提高了拋光材料去除效率,大幅提升了平面類元件制造效率。
2.高速精密數控機床誤差控制關鍵技術及應用
榮獲技術發明一等獎。由西安交通大學、廣州數控設備有限公司、浙江海德曼智能裝備股份有限公司、寶雞機床集團有限公司、武漢華中數控股份有限公司、無錫超通智能制造技術研究院有限公司共同完成。項目在國家973及04專項等支持下,圍繞機床熱誤差、空間輪廓誤差、主軸高速不平衡誤差等影響數控機床精度及穩定性的難題,在機床空間及動態誤差的建模與補償批量化工程應用、主軸高精度在線動平衡等方面取得了首創性技術突破,實現了國產數控系統等功能部件誤差控制能力和機床精度及穩定性的顯著提升,開發自主可控的國產數控機床,解決了航空航天、精密模具、汽車制造等行業關鍵零部件的精密制造難題。主要發明如下:
(1) 提出了機床熱誤差標準化建模與智能優化方法,發明了具有參數自校正功能的熱誤差建模和補償軟硬件模塊,首次實現了同類機床熱誤差模型的批量化穩定應用。
(2) 發明了機床摩擦動態誤差自適應控制技術,提出了考慮刀具空間矢量的機床空間幾何誤差測量與辨識方法,解決了機床配國產數控系統的空間輪廓誤差補償批量化應用難題,使普通機床體對角線誤差<25μm、圓度誤差<2.5μm,達到精密機床等級。
(3) 提出了一種基于動力學傳遞系數的主軸不平衡矢量的無試重辨識方法,發明了高效精密噴液式在線平衡終端和系統,實現了機床電主軸轉子系統30000r/min下的在線動平衡,精度超過G0.4級,主軸在線動平衡誤差控制處于國際先進水平。
(4) 發明了誤差智能建模與補償模塊、在線動平衡裝置等軟硬件系統,突破了國外主流數控系統誤差補償接口限制,提升了廣數和華中等國產數控系統誤差控制能力,開發了GSK25i等4款國產高端數控系統,在海德曼、寶雞機床等20余種國產機床上實現批量化工程應用。
3.功能微結構精密磨削用金剛石仿形砂輪關鍵技術及應用
榮獲技術進步二等獎。由鄭州磨料磨具磨削研究所有限公司、哈爾濱工業大學、河南省力量鉆石股份有限公司、河南黃河旋風股份有限公司共同完成。金剛石仿形砂輪是實現高性能功能微結構器件制造的核心,其加工精度和質量對微結構的性能發揮具有決定性作用。項目攻克了高端金剛石仿形砂輪核心關鍵原材料設計制備、微細仿形結構高精度加工與檢測、超聲流固復合磨拋工藝和裝置等核心技術,取得了如下創新成果:
(1)構建了砂輪動態硬度及載荷分布模型,揭示了仿形砂輪磨損失效及形性演變機制;開發了新型結構金剛石高效合成技術和新型結合劑,實現了金剛石磨粒與粘結劑界面的化學冶金鍵合。
(2)開發了金剛石仿形砂輪精密成形技術、自適應往復交叉加工和摩擦驅動修整與檢測技術,實現了高精度制造與檢測。
(3)提出了微結構磨削角概念,建立了面向微結構的超聲復合磨削模型,揭示了在其影響下的磨粒動態軌跡演變和低損磨削機制;開發了裂紋損傷在線預警監測系統,實現了微結構表面裂紋崩碎損傷的有效監控;發明了低損高效超聲流固復合磨拋工藝及裝置,加工效率和質量顯著提升。
4.伺服冷精鍛自動化智能生產線關鍵技術研發及應用
榮獲技術進步二等獎。由江蘇興鍛智能裝備科技有限公司、江蘇大學共同完成。本項目重點在冷精鍛裝備的伺服化、自動化生產線集成,智能化技術應用等方面進行創新,實現了高強度鋁合金鍛件高節拍、高精度、高穩定、自動化生產的目標。主要科技創新工作包括:
(1)突破了多電機伺服直驅架構下高剛性機架與高剛性傳動機構的關鍵技術,使用低速大扭矩直驅技術,研制出了16000kN 肘桿式冷溫精鍛伺服壓力機。
(2)提出了四電機直驅高效率傳動技術方案,突破了四電機同步驅動與控制技術,解決了齒隙非線性等關鍵技術難題。
(3)研制了具有接觸感知功能的伺服直驅三次元十軸步進梁機械手和伺服冷精鍛自動化智能生產線。
(4)開發了基于工控機和國產實時操作系統(Sylix OS)的伺服壓力機控制系統及智能化生產線運維服務平臺。
(5)研發了6000Nm~35000Nm峰值扭矩的內嵌式(IPM)低速大扭矩伺服電機系列產品和高過載、大功率伺服驅動器系列產品。
5.超大超重型轉子槽高效精確銑削加工機床關鍵技術及應用
榮獲技術進步二等獎。由通用技術齊齊哈爾二機床有限責任公司完成,項目針對電機、汽輪機制造企業的生產需求和超大超重型轉子槽高效精確銑削加工機床設計制造中存在的突出問題,研發超大超重型轉子槽高效精確銑削加工機床關鍵技術,形成具有自主知識產權的超大超重型轉子銑削加工專機設計制造與裝調工藝技術,研制電機和汽輪機超大超重型轉子銑削加工專機產品,通過成果推廣應用,解決超大超重型轉子槽高效精確銑削加工中亟待突破的關鍵技術瓶頸問題,為大型能源裝備研制和生產提供技術保障。主要創新點如下:
(1)超大超重型轉子槽高效精確銑削加工機床設計制造技術。研制出基于立柱的箱中箱整體結構、主軸箱中心熱對稱分布、四導軌冗余結構的重型轉子輪槽銑床,轉子加工范圍最大長度15000mm,最大直徑3400mm,工件重量300t,實現了超大超重型轉子槽銑削加工機床設計制造技術上的突破。
(2)超大超重型轉子自適應靜壓支撐與回轉精度保障技術。轉子主支撐采用靜壓球面軸瓦技術,保證了軸瓦與轉子軸的接觸面積,降低了調整難度,確保支撐更加安全可靠。
(3)超大超重型轉子回轉進給分度系統與精度可靠性保證技術。該系統由伺服電機直聯高精度、低背隙減速機驅動,采用雙列圓柱滾子軸承與雙角接觸球軸相結合,使系統主軸獲得高剛度,通過雙左右旋轉齒輪相互嚙合,利用碟簧預緊調整齒輪軸向距離,消除主軸的轉動間隙,保證了回轉進給分度系統的無間隙傳動,分度最大扭矩達到 175680Nm,分度精度達到±3"。針對轉子外圓加工誤差、撓曲變形和轉子滑動引起的分度誤差對轉子槽加工精度的影響,研發出雙反饋系統誤差檢測校驗技術。
6.智能化液態、半固態模鍛液壓機生產線
榮獲技術進步二等獎。由天津市天鍛壓力機有限公司、天津大學、天津職業技術師范大學、天津中德應用技術大學共同完成。本項目應用輕量化車輪鍛造技術與數字化控制系統,所建成的鍛造生產線以液態模鍛液壓機為核心技術裝備,優化了智能模鍛液壓機的主機結構設計、鍛造過程的速度和壓力的控制算法;再進行輔助裝置的集成研發;最后,通過MES和工業以太網實現生產線的數字化控制,保證了液態模鍛鋁合金輪轂產品的穩定性和可靠性。主要創新點如下:
(1)研制出液態、半固態模鍛專用液壓機,并基于MES系統,依據鋁合金輪轂成形工藝技術要求,將液壓機與定量爐、取料機器人、冷卻系統、自動噴淋裝置、稱重裝置、刻字裝置等集成,形成液態模鍛工序生產單元。
(2)開發了恒升壓速率與變升壓速率的液態、半固態模鍛成形控制系統,實現了液態、半固態模鍛鋁合金輪轂一次成形。
(3)開發了具有配方信息、工件信息和工藝數據智能化運維數據的管理系統,實現了液態、半固態模鍛鋁合金輪轂的工藝分析和質量追溯。
7.大型高精度數控立式磨床開發與應用
榮獲技術進步二等獎。由無錫市明鑫數控磨床有限公司、無錫市明鑫機床有限公司共同完成。項目開發了5軸數控雙立柱定梁機床結構、高精度大直徑重載荷閉式靜壓工作臺、高精度高剛性磨頭主軸、高靈敏度進給系統、高剛性砂輪修整器等機床部件,滿足了超大型風電主軸軸承的精密加工要求;研發了磨架液壓自動平衡、斷電自鎖保護等關鍵技術以及帶有二次開發交互界面的數控系統。產品具有高效率、高精度、高承載能力、自適應、大型化等特點。項目的主要創新點如下:
(1)單工位多復雜型腔精密立式磨床結構創新設計。設計了雙立柱定梁、雙磨架和高精度數控回轉轉塔結構的布局方式,考慮承受動靜態交變載荷的高剛度底盤及立柱設計,研究了放射狀磁極電永磁吸盤T形槽排布規律、電磁有效吸力與工件重量之間的參數匹配、導磁塊安裝方式等,開發了磁力調整與消磁裝置。
(2)高性能大型精密功能部件的研究開發。高精度高剛性磨頭主軸系統,高剛性砂輪修整器,高剛性高精度靜壓工件回轉主軸,進給系統剛性和靈敏度設計。
(3)功能模塊與磨床主結構相互作用下的精度控制。依據靜力學分析、模態分析和諧響應分析,開展了磨架和工作臺的結構優化設計。建立了磨床主體結構的虛擬樣機,利用有限元分析和實驗相結合的方法進行磨床主體結構在靜動態載荷下的優化設計和可靠性設計。對整機熱源敏感性進行分析和測試,優化機床結構。
(4)考慮動態多物理場特性的精密磨削工藝改進。對多剛體運動下的幾何誤差和載荷誤差科學評估,創建基于動態效應和熱變形分析的磨削工藝庫,建立幾何誤差、載荷誤差、熱變形等影響磨床精度誤差的主要誤差源的綜合精度誤差模型。可實時高效、精確地對磨床誤差進行補償,提高磨削精度,提高磨床的工藝性能。
8.高速、精密數控車磨復合加工機床
榮獲技術發明二等獎。由通用技術集團機床工程研究院北京工研精機股份有限公司、北京航空航天大學共同完成。項目依托04專項,針對汽車CVT自動變速箱關鍵零件批量加工的需求,從設計、制造、精度與可靠性保障等方面開展了系統研究工作,成功研制出μ4000TG車磨復合機床,可在一次裝夾中實現外圓、端面、內孔及內溝槽的高效、高精度連續工序的車削、磨削加工,滿足了零件精密加工要求。主要創新點有:
(1)建立了從零件加工需要與整機結構相適應的整機正向設計技術體系,設計了車磨復合加工機床。機床采用高剛度、高阻尼性的人造礦物鑄件床身,床身上鑲嵌著各個重要零部件的安裝基面,安裝基面彼此獨立。X向導軌、直線電機及副工作臺固定在安裝基面上;工件主軸固定在十字溜板上,隨十字溜板一起運行;各個加工工位包括內孔磨削軸(轉速達45000r/min)、硬車削裝置(可車削硬度HRC58~63的零件)、測量裝置、溝槽磨削裝置(轉速達36000r/min)、錐面磨削軸(內置動平衡及AE聲納系統)等固定在副工作臺上。機床集硬車削、外錐面磨削、內孔磨削、球道磨削等多種加工方式于一體,實現了工件在一次裝夾中完成全部加工的要求,確保了批量零件的高精度、高效率加工。
(2)創新性設計了五爪彈性氣動夾緊裝置,解決了軸套類、盤套類零件在硬車削中大切削力下的裝夾精度。該夾具采用雙作用氣缸+矩形彈簧執行松開夾緊功能,夾緊安全可靠;應用五角氣缸桿推動五爪活塞軸桿同步運動,夾緊一致性好、導向精度高;中心配置接長冷卻接頭,內磨加工時冷卻散熱快,解決了工件磨削時發熱燒傷問題。
(3)創新性設計了直線型溝槽磨削裝置,解決了小直徑內孔溝槽難加工的問題。該裝置由伺服電機、同步帶輪、同步帶、砂輪軸系、底座、砂輪架等組成增速機構,變速比為4:1,砂輪的最高轉速可達到36000r/min。砂輪架采用38CrMoAl材料經鍛造而成,有效提高了砂輪架的剛度,減小了磨削振顫。
(4)加工系統整體溫度控制技術。通過采用結構優化及整體溫度控制專利技術,使加工區的溫度可控,有效控制了機床的熱變形,在使用中降低了機床對于周圍環境溫度的要求,具有很好的現場適應性。
(5)建立了硬車削及CBN砂輪高精、高速、高效的加工工藝體系,在用戶生產中取得良好的應用效果。
9.高端裝備主軸單元系統關鍵技術研究及應用
榮獲技術進步二等獎。由洛陽軸承研究所有限公司、洛陽開遠智能精機有限公司、河南科技大學、西安交通大學共同完成。本項目針對數控機床等高端裝備所需核心關鍵功能部件電主軸開展設計及精密加工制造等系統研究,開發基于智能化需求的高性能數控機床系列主軸單元及精密軸承。掌握了高端裝備主軸單元及電主軸的設計方法,形成了一系列具有自主知識產權的核心技術,提高了智能制造等相關功能部件企業的競爭力,為國產高性能主軸的推廣打下了堅實基礎。本項目關鍵技術如下:
(1)高速電主軸系統工作狀態的瞬態動力學分析。基于有限元單元建模方法建立主軸動力學分析模型,提高了建模的快速性和分析的準確性。研究高速電主軸在工作狀態的固有頻率等動態性能,為主軸的優化設計以及狀態分析提供依據。
(2)高剛度電主軸軸系單元系統設計技術。建立電主軸軸系模型,進行軸徑、支撐跨距和一階臨界轉速目標函數的優化設計。采用前端卸荷的軸系結構,實現主動卸荷。此軸系結構緊湊,作用在轉軸軸系上的附加質量小,且動作可靠。
(3) 高速電主軸電機永磁轉子設計技術。采用主副永磁體結構,能夠平衡主軸在高速旋轉過程中產生的應力,在電磁性能方面,磁阻更小,在增加恒功率段弱磁調速范圍的同時優化氣隙磁密波形,減小漏磁,降低電流諧波量,減小轉矩脈動,平衡轉子各處應力。
(4)超高速軸承長壽命、低功耗優化設計技術。研究了載荷、轉速、預緊載荷等工況條件下軸承結構參數與軸承溫升和摩擦力矩的關系,建立了超高速球軸承低功耗設計方法,掌握了工況條件、軸承結構參數及潤滑參數對軸承溫升和摩擦力矩的影響規律,形成了以額定動載荷和摩擦力矩為指標的超高速球軸承長壽命、低功耗設計技術。
(5)高端裝備主軸單元潤滑及冷卻技術。建立高速電主軸在脂潤滑下的有限元數學模型,從轉速、填脂量、潤滑脂粘度等多方面,對軸承腔內潤滑脂分布、油膜特性進行數值分析,探明了摩擦和發熱機理以及電主軸的熱態性能,確定了特定工況下潤滑脂最佳粘度和填脂量。對于電機部分,在定子外周采用“凹”字形截面的螺旋流道,提高熱交換率,實現電機定子強制冷卻。對于軸承部分,采用外圈軸承座“雙環形槽”結構,進出油口“三進三出間隔”結構,連續通過冷卻油,實現均勻、高效強制冷卻。
(6)基于負泊松比材料的高速主軸軸承智能預緊技術。提出了一種基于泊松比可控結構軸承隔套的預緊力自適應調節方法。該隔套在離心力作用下會發生軸向變形,產生軸向力使軸承預緊力得以改變,從而可實現在不同轉速下預緊力的自適應調節。