
封面圖摘要:山特維克可樂滿現在擁有面向硬零件車削工序的全面解決方案
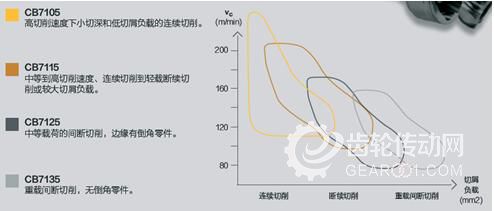
山特維克可樂滿即將推出兩種新型材質CB7125和CB7135,用于硬零件間斷車削工序。兩種新型材質將于2018年10月秋季新品發布會上正式問市,加上已經推出的CB7105和CB7115材質,山特維克可樂滿將擁有面向硬零件車削工序的全面解決方案。
CB7125:中等CBN含量并配合全新PVD涂層使其具有良好的抗斷裂性和較長的刀具壽命。
CB7135:高CBN含量為適合重載間斷切削而具有最佳的抗斷裂性和可預測性。
CB7125和CB7135兩種材質可用于中載到重載間斷車削,以及去除滲碳淬火和感應淬火鋼制零部件的淬硬層 (切削深度可達2mm),適用于汽車工業。它們能提供更長和更穩定的使用壽命,以及良好的表面質量和穩定的尺寸公差。
山特維克可樂滿通用車削產品經理Torbjörn Ågren談到:“從事傳動裝置制造和硬零件車削的所有客戶均有理由選用我們的CBN材質。這些材質適應更高切削速度、提高了刃線安全性并實現了穩定的刀具使用壽命,而這意味著更低的單個零件成本。對于致力于實現一次切削策略 (具有較大切屑厚度的高速一次切削) 的客戶而言,則更是如此。‘’
為適用于切削硬度達58-62 HRC的鋼材,對CB7125和CB7135兩種材質專門進行了優化。
CB7125材質專為中等間斷切削而設計,采用新型PVD涂層,因此擁有更高的耐磨性和抗斷裂性,有助于延長刀具使用壽命。該材質的CBN含量處于中等水平,是花鍵軸以及帶倒角的油孔/凹槽軸車削的理想之選。其還可應用于齒輪端面車削、圓錐齒輪軟硬車削以及去除淬硬層。
CB7135材質主要用于齒輪和無倒角的鍵槽或凹槽的軸,以及內/外星輪(星形套/鐘形殼)和保持架等等速萬向節組件的高效車削。該材質CBN含量高,擁有高抗斷裂性并可提供可預測的加工結果。
適用于T-Max P、CoroTurn 107和CoroTurn TR刀具系統,該材質可制成帶有正前角和負前角的各種基本形狀,并有多種刃口處理可選。
CB7125材質的推薦切削參數為:切削速度100-200 m/min (328-656英尺/分鐘)、進給速率0.05-0.45 mm/rev (0.002-0.018英寸/轉),而CB7135材質的切削速度和進給速率則可分別達到80-160 m/min (262-525英尺/分鐘) 和0.05-0.4 mm/rev (0.002-0.016英寸/轉),視具體應用場合而定。
隨著CB7125和CB7135兩種材質的問市,加上已經推出的CB7105和CB7115兩種材質 (適用于連續或連續到輕型間斷切削操作),山特維克可樂滿如今可提供面向硬零件車削工序的全面解決方案。
山特維克可樂滿
山特維克可樂滿是世界領先的金屬切削刀具制造商,同時也是刀具解決方案和專業加工知識的提供者,致力于制定行業標準,不斷推出創新技術,在滿足金屬切削行業當前要求的同時,引領世界進入工業4.0時代。我們隸屬于全球工業集團山特維克。完善的培訓支持、巨大的研發投入以及強大的客戶合作關系確保山特維克可樂滿的加工技術不斷進步,進而改變、引領和推動加工制造業的未來發展。山特維克可樂滿在全球擁有3100多項專利,雇傭8,000多名員工,在150多個國家和地區設有代表機構。