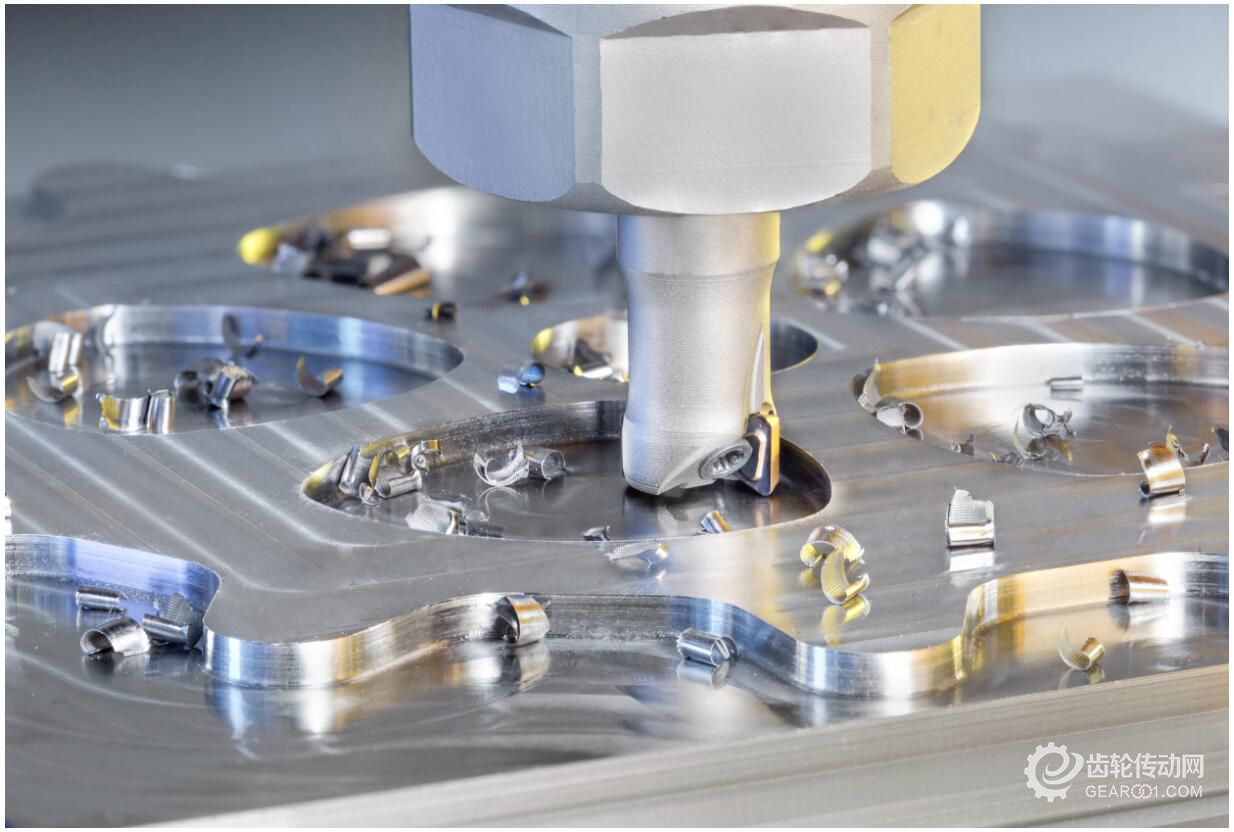
伊斯卡拓展了其銑削系列,推出超小直徑可轉位立銑刀NAN3MILL,90°主偏角銑刀直徑范圍為 8-10 mm,夾持三角形刀片。銑刀帶90°主偏角,前沿的設計能降低切削力,實現輕快切削,提高坡走銑性能。銑刀體表面做了特別的單層硬涂層處理,使得排屑流暢,使得刀體因免于腐蝕及磨損而受到保護。銑刀最大切削深度為3 mm。單面三角形刀片裝夾于銑刀上在徑向及軸向形成正傾角,小平面修光刃設計得以獲取高的被加工表面光潔度。銑刀片由伊斯卡技術前沿的束魔技術(SUMO TEC)合金牌號制成,該技術有助于大幅提高生產率。
銑刀設計的關鍵要素是找到既能夾持刀片又能防止元件掉落的方法。新銑刀具有采用獨特的高剛性螺釘頭對銑刀片進行楔形夾緊的特點,在銑刀片的轉位操作中無需完全取下夾緊螺釘,這對如此小的元件而言非常重要;因銑刀片非常小,特別的關鍵要素是將其安置于定位槽中。
全新NAN3MILL系列設計用于常見的使用整體硬質合金立銑刀的場合。相比于整體硬質合金立銑刀,源于可轉位銑刀的優勢,新系列具有更顯著的成本效益。對于不同的工業領域的生產制造商而言,在小規格,小型零部件及組件加工中,NAN3MILL可轉位立銑刀因夾持刀片數量多于一片而能提供更具吸引力的解決方案。全新HM390 ETP立銑刀夾持銑刀片HM390 TPKR 0401-PCTR。
在常規采用直徑8-10 mm的整體硬質合金立銑刀銑削小尺寸表面時,新的NAN3MILL銑刀系列為用戶提供了可行的,經濟的選項。在這個直徑范圍內,許多相競爭的可轉位銑刀解決方案齒數更少,這將對生產率及加工穩定性帶來直接的影響。在當今市場上,直徑8mm的NAN3MILL
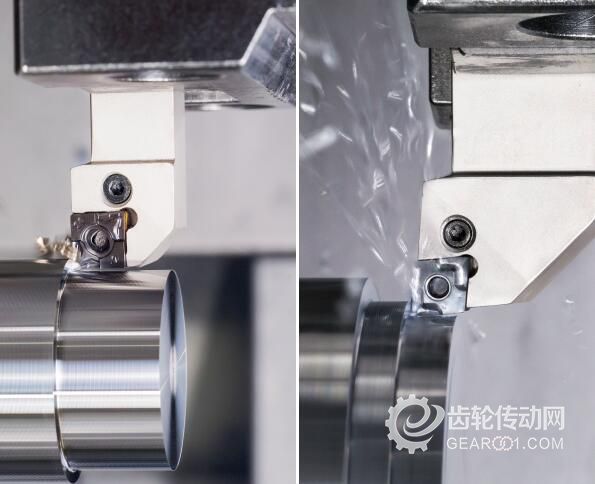
伊斯卡推出帶4個切削刃的雙面車刀片,用于替換帶2個切削刃的常規ISO標準單面刀片頗具優勢。雙面刀片具有和單面刀片相等的刀尖角,加工性能相近,但因切削刃數翻倍而更具附加值。
ALU-P-TURN:
螺釘夾緊刀片具有超大正前角的特點以使得切削輕快,切削力低,消除積屑瘤,刀片前刀面拋光處理,具有鋒利切削刃。冷卻液流經冷卻噴嘴直達刀片切削刃以最大化加工效率。帶35°刀尖角的VNGU 2206 R3N雙面菱形刀片設計主要用于鋁輪轂的加工。CNGG 及 CNGX 雙面刀片用于在鋁加工中替代標準的CCGT單面刀片。
LOGIQ-4-TURN:
LOGIQ-4-TURN 雙面車刀片 CXMG的加工表現與單面刀片CCMT相似,從而能取代標準CCMT刀片;在一些應用中,還能用于替代標準雙面刀片CNMG。LOGIQ-4-TURN系列刀片斷屑槽設計通用于車削加工,杠桿式夾緊刀片,高壓冷卻液流經冷卻噴嘴直達切削刃以提高刀具壽命,提升切屑控制性能,實現更高生產率;大正前角確保切削力低。此外,刀片后刀面帶有楔形設計以牢靠地置放于定位槽中。
伊斯卡束魔變色龍鉆(SUMOCHAM)系列新增了更小直徑的刀頭和鉆桿,鉆削直徑范圍為5.0-5.9 mm。全新的SUMOCHAM刀頭直徑范圍為5.0-5.9 mm,標準刀頭直徑按0.1mm遞增。僅需兩款鉆桿即可涵蓋完5.0-5.9 mm直徑的刀頭,提供鉆深比3xD及5xD的鉆桿。
采用了IC908 TiAlN PVD納米涂層的ICP刀頭具有更高的耐磨性;刀頭磨損失效具有穩定且可預期的特點;加工能達到IT10公差等級。DCN刀頭適配于高強度鋼質鉆桿,鉆桿帶內冷卻通孔,鉆桿尾端專為高效微量潤滑(MQL)做了特別的設計。小直徑鉆桿還適用于卡簧以及SWISS瑞士自動機床。刀頭配備有特制的裝卸扳手SK DCN,因人體工程學設計更易于使用,實現快換刀頭。

銑刀設計的關鍵要素是找到既能夾持刀片又能防止元件掉落的方法。新銑刀具有采用獨特的高剛性螺釘頭對銑刀片進行楔形夾緊的特點,在銑刀片的轉位操作中無需完全取下夾緊螺釘,這對如此小的元件而言非常重要;因銑刀片非常小,特別的關鍵要素是將其安置于定位槽中。
全新NAN3MILL系列設計用于常見的使用整體硬質合金立銑刀的場合。相比于整體硬質合金立銑刀,源于可轉位銑刀的優勢,新系列具有更顯著的成本效益。對于不同的工業領域的生產制造商而言,在小規格,小型零部件及組件加工中,NAN3MILL可轉位立銑刀因夾持刀片數量多于一片而能提供更具吸引力的解決方案。全新HM390 ETP立銑刀夾持銑刀片HM390 TPKR 0401-PCTR。
在常規采用直徑8-10 mm的整體硬質合金立銑刀銑削小尺寸表面時,新的NAN3MILL銑刀系列為用戶提供了可行的,經濟的選項。在這個直徑范圍內,許多相競爭的可轉位銑刀解決方案齒數更少,這將對生產率及加工穩定性帶來直接的影響。在當今市場上,直徑8mm的NAN3MILL
夾持三角形刀片的小直徑立銑刀NAN3MILL
伊斯卡推出帶4個切削刃的雙面車刀片,用于替換帶2個切削刃的常規ISO標準單面刀片頗具優勢。雙面刀片具有和單面刀片相等的刀尖角,加工性能相近,但因切削刃數翻倍而更具附加值。
ALU-P-TURN:
螺釘夾緊刀片具有超大正前角的特點以使得切削輕快,切削力低,消除積屑瘤,刀片前刀面拋光處理,具有鋒利切削刃。冷卻液流經冷卻噴嘴直達刀片切削刃以最大化加工效率。帶35°刀尖角的VNGU 2206 R3N雙面菱形刀片設計主要用于鋁輪轂的加工。CNGG 及 CNGX 雙面刀片用于在鋁加工中替代標準的CCGT單面刀片。
LOGIQ-4-TURN:
LOGIQ-4-TURN 雙面車刀片 CXMG的加工表現與單面刀片CCMT相似,從而能取代標準CCMT刀片;在一些應用中,還能用于替代標準雙面刀片CNMG。LOGIQ-4-TURN系列刀片斷屑槽設計通用于車削加工,杠桿式夾緊刀片,高壓冷卻液流經冷卻噴嘴直達切削刃以提高刀具壽命,提升切屑控制性能,實現更高生產率;大正前角確保切削力低。此外,刀片后刀面帶有楔形設計以牢靠地置放于定位槽中。
雙面大正前角車刀片ALU-P-TURN及LOGIQ-4-TURN
伊斯卡束魔變色龍鉆(SUMOCHAM)系列新增了更小直徑的刀頭和鉆桿,鉆削直徑范圍為5.0-5.9 mm。全新的SUMOCHAM刀頭直徑范圍為5.0-5.9 mm,標準刀頭直徑按0.1mm遞增。僅需兩款鉆桿即可涵蓋完5.0-5.9 mm直徑的刀頭,提供鉆深比3xD及5xD的鉆桿。
采用了IC908 TiAlN PVD納米涂層的ICP刀頭具有更高的耐磨性;刀頭磨損失效具有穩定且可預期的特點;加工能達到IT10公差等級。DCN刀頭適配于高強度鋼質鉆桿,鉆桿帶內冷卻通孔,鉆桿尾端專為高效微量潤滑(MQL)做了特別的設計。小直徑鉆桿還適用于卡簧以及SWISS瑞士自動機床。刀頭配備有特制的裝卸扳手SK DCN,因人體工程學設計更易于使用,實現快換刀頭。
微小直徑束魔變色龍鉆