齒輪激光焊接
激光焊接在齒輪焊接中的應用較為成熟,目前已在國內外車企批量生產中被廣泛應用。齒輪激光焊接要求焊縫深度一般為3-5mm,齒輪精度要求高,焊接變形不允許超過1級,焊縫周邊飛濺盡可能少。因此,在齒輪激光焊接中,焊前要進行零件清洗,減少油污雜質對焊接飛濺及焊接缺欠的影響。在焊接過程中,要重點關注焊縫的熔深、焊接變形及收尾處縮孔的處理。焊縫熔深最直接的影響因素是焊接功率和焊接速度。焊接功率越大,焊縫熔深也越大;焊接速度越快,焊縫熔深就越小。焊接功率過小、焊接速度過慢, 會造成焊縫熔深不足;焊接功率過大、焊接速度過快,會造成焊接變形增大。焊接設備使用的激光器類型也會對焊縫成形產生影響,選用CO2激光器焊接的齒輪,深寬比大,焊縫窄;選用Nd:YAG激光器焊接的齒輪,深寬比小,焊縫較前者更寬。在齒 輪激光焊接中(見圖),
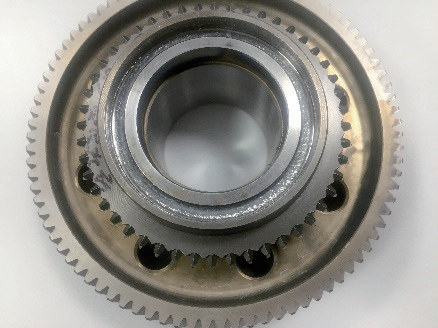
齒輪總成激光焊接
保護氣體的使用也是重要影響因素,一般以氦氣、氬氣、氮氣為主,氣體流量5~20L/min。因此,在實際生產中,要通過工藝試驗,尋找到最佳的工藝匹配參數,從而保證零件的高質量焊接。
軸齒激光焊接
變速器的中間軸與齒輪有多種連接方法,例如,一體式軸齒、花鍵連接、 過盈配合連接、焊接連接。這些連接方式各有優缺點。雖然一體式結構緊湊,但由于受齒加工局限, 齒輪布局受到限制;花鍵連接,齒輪布局靈活,軸齒結構緊湊,但花鍵加工工序多,軸齒連接精度難保證;過盈配合連接,軸及齒輪加工簡單,但是為 了保證傳遞的扭矩,要求齒輪輪轂有一定寬度和厚度,結構尺寸大;焊接連接,齒輪布局靈活,軸齒結構緊湊,軸齒加工工序少,但是需要保證焊接強度和軸齒精度。激光焊接因其焊接效率更高、焊接變形小、連接強度高,在軸齒焊接中被廣泛應用。軸齒激光焊接(見圖)
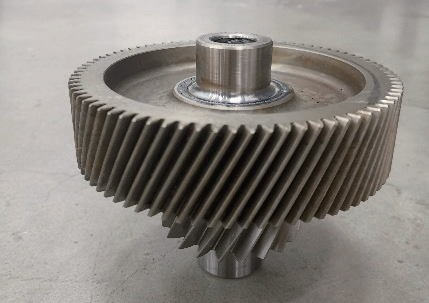
在工藝實施過程中,與齒輪焊接施焊材料類似,因此焊接工藝較為接近。不同的是,軸齒焊接前,中間軸與齒輪一般需過盈配合,在過盈配合裝配過程中,一方面要關注兩種零部件的清潔度;另一方面要保證兩種零件配合間隙均勻,從而保證焊縫質量。
柔性盤總成激光焊接
柔性盤總成位于發動機與雙離合器之間,有傳遞扭矩、阻隔發動機軸向振動的作用,是變速器中的重要總成之一。柔性盤總成是由兩層柔性盤薄板、6個焊接螺母、一個花鍵轂通過激光焊接方式連接而成,產品連接強度及精度要求高。柔性盤總成激光焊接焊縫應均勻、 飽滿,并避免應力集中現象產生(見圖)。

柔性盤總成激光焊接
焊接夾具的設計和各被焊零件之間的配合間隙是影響柔性盤總成激光焊接的最重要因素。焊接夾具應保證被焊零件之間的間隙穩定、均勻,同時通過壓緊機構,控制焊接過程中柔性盤薄板的變形。被焊零件 的間隙需通過大量試驗進行研究,一般不填絲焊接情況下,配合間隙不能超過1.5mm。間隙過大時, 容易燒穿、下塌、虛焊;間隙過小時,將無法裝配或者裝配困難。
其他底盤及動力總成零部件激光焊接
除以上零部件外,激光焊接還被用于撥叉總成、駐車軸總成、制動凸輪軸、各種傳感器總成及電動機電池零部件等焊接中。在新產品試制中,激光焊接因其良好的異種材料連接能力,在精密零部件加長、縮短改制中也發揮著重要作用。

圖為激光焊接的駐車軸總成,激光45°角入射形成角焊縫,焊縫 美觀,零件變形小。
征集《新能源汽車差速器總成激光焊接技術規范》團體標準參編單位及起草組成員聯系電話:18611505587